
In FDM printing, print orientation can drastically change sidewall detail—even with the same settings.
- 側面ディテール優先 → 艦底を下(B) が安定(模型上の表現(溶接痕・窓穴が出やすい))
- 斜め面の段差(積層痕)を減らす → 断面を下(A) が有利(ただし側面が荒れやすい)
- 結論:向きは「失敗率→本体強度→見た目」。見た目を優先するなら「どこを見せたいか」で割り切る。
選択はB
1.駆逐艦雪風の船体を印刷して分かったこと
私の実例は艦船模型の例ですが、曲面の多いボディ(車体・航空機胴体・フィギュア台座など)でも同じ判断が使えます。
さて冒頭でも述べましたが結論として「船体の側面を最優先」したかったので、艦底を下にする向きを採用しました。
これは、向きの優先順位で言えば「見た目(見せたい面)」を優先にして決めた、ということになります。
では印刷条件と実際印刷した写真を見ていきましょう。
2. 今回の検証条件
- モデル:1/150 雪風 艦首船体(Fusion 360 → STLデーター)
- スライサー:Bambu Studio
- プリンター:Bambu Lab A1
- ノズル:0.2mm / 積層:0.1mm
- 材料:PLA
- 比較した向き:
- A:船体断面(手前の開口部)を接地して縦置き(サポートは十分つけて安定重視)
- B:艦底(キール)を下に接地(サポートはほぼなし)
3.結果:AとBで「どこが良く/悪く」なったか
この比較で分かったことはシンプルでした。
- Aの長所:斜め甲板(先の方)が比較的きれいに出る
- Aの短所:側面(舷側)の溶接痕や窓穴が消失したりつぶれる
- Bの長所:側面がなだらかに整い、ディテールが安定する
- Bの長所:平らな面(甲板)はAより綺麗に印刷される
- Bの短所:斜め甲板はAに比べ積層段差が目立ちやすい
- まとめ:総合的にBの条件を選択し、段差はその後の処理で対応するものとする
「文字より写真の方が一撃で伝わるので、同条件で出た差をそのまま貼ります。」
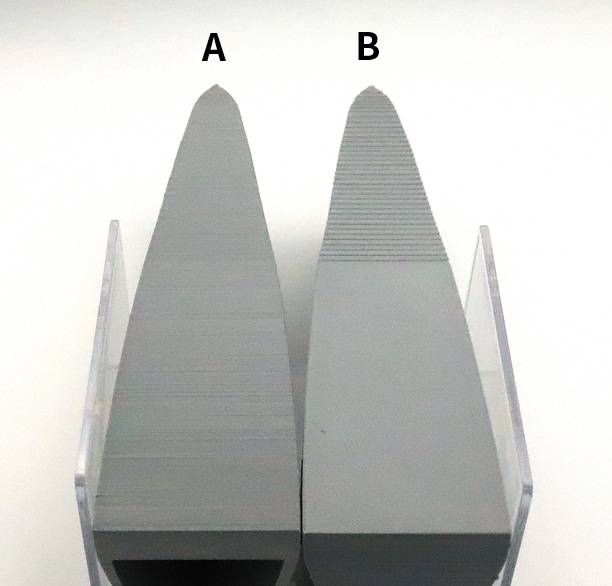
- 写真1:断面接地(A)と艦底接地(B)の比較(材質:PLA / ノズル0.2mm / 積層0.1mm)
断面接地(A)は一様に表面が荒れている。艦底接地は平らな甲板はきれいにプリントされているが斜めに上がる甲板(先の方)は明確な段が形成されている。
写真2:側面ディテール比較(同条件)

断面接地(A)は、溶接痕や窓穴が不鮮明。艦底接地(B)は0.5mmの溶接痕と窓枠が狙った通り綺麗に印刷されている。
「側面を綺麗に」保ちつつ、斜め甲板の段差に対処する方法
艦底を接地させる向きでのプリントは、側面が狙った通りプリントができる一方で、斜め面(斜め甲板)に段が出て目立つ結果になりました。
“向きだけで全部を解決しない”甲板の積層痕(段差)の対処方法として以下が考えられます。
- 斜め甲板を別パーツ化して、平面に近い向きで印刷する
- ポリパテやエポキシパテ(接着剤)などで段を埋める。
- **可変積層(Variable layer height)**で斜め甲板の区間だけ細かくする
- 目立つ角に軽い面取り/小さなRを入れて段差を視覚的に消す
1番目、2番目は3Dプリンターの成型物に対して模型技術での対応になり、私にとっては最も現実的な対応になります。
3は私は基本プリントの際は可変積層をしています。
可変積層ってのは3Dプリンターを始めてしばらくして気付いた方法ですが別記事で紹介します。
4番目の方法はこの場合はできません。
例えば車体のフェンダーや航空機胴体など、斜め面+曲面の組み合わせでも同じ対策が効きます。
印刷の向きについて総合的な記事はこちらに
FDMの「印刷の向き」の決め方:密着不良・崩れ・反り・剥がれ・糸引きを減らすルール(艦船模型で例示)
3Dプリンター総合ガイドはこちらで
1/150 駆逐艦雪風 建造記録はこちら
コメントを残す