FDM
-
-
-

-

-

-

-

-

-
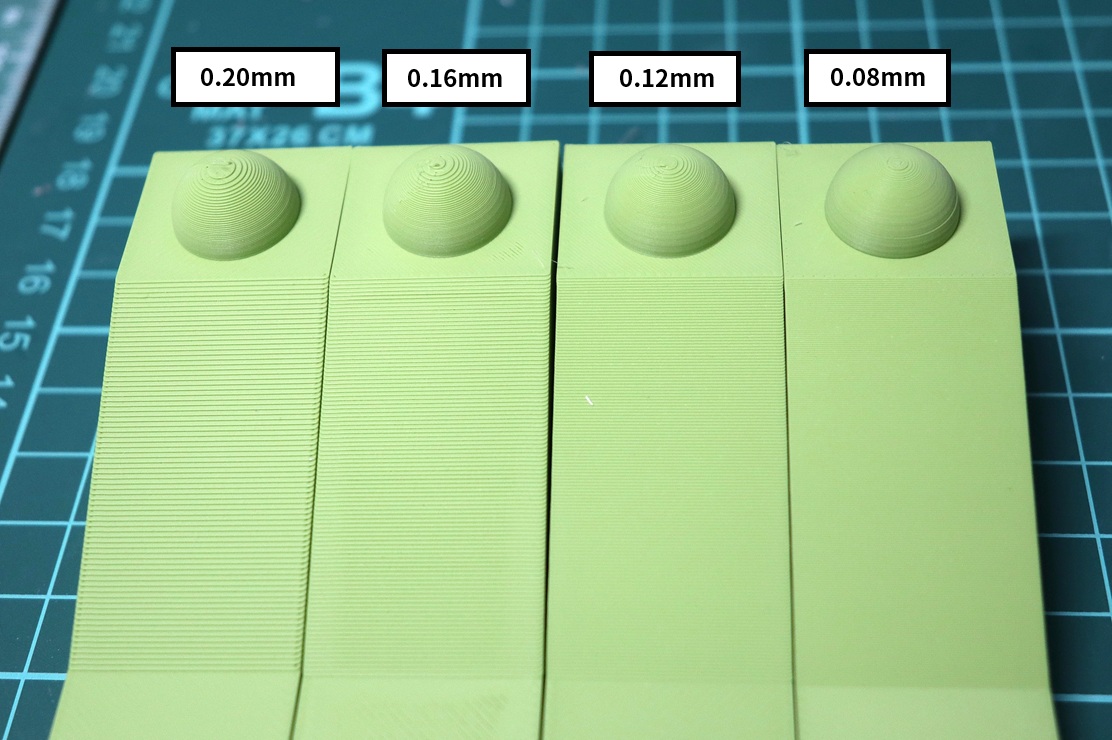
実証!FDMの層厚変化で見た目と時間はどう変わる?0.20mm・0.16mm・0.12mm・0.08mmを比較検証
FDMの層厚を0.20mm・0.16mm・0.12mm・0.08mmで比較し、斜面と曲面の見え方、プリント時間…
-

Bambu Studio オーバーハング対策|垂れる・穴が塞がる原因と設定(ブリッジ含む)
Bambu Studioでオーバーハングが垂れる、穴が塞がる、ブリッジが落ちるときの原因と設定をまとめました。…
-
Bambu Studio 反り対策|ブリム・冷却・ベッド温度・設計で端の浮きを止める(50〜60%調整の考え方)
Bambu Studioで反り(角が浮く・端がめくれる)が出るときの対策を、触れる設定に絞って整理しました。ブ…
-
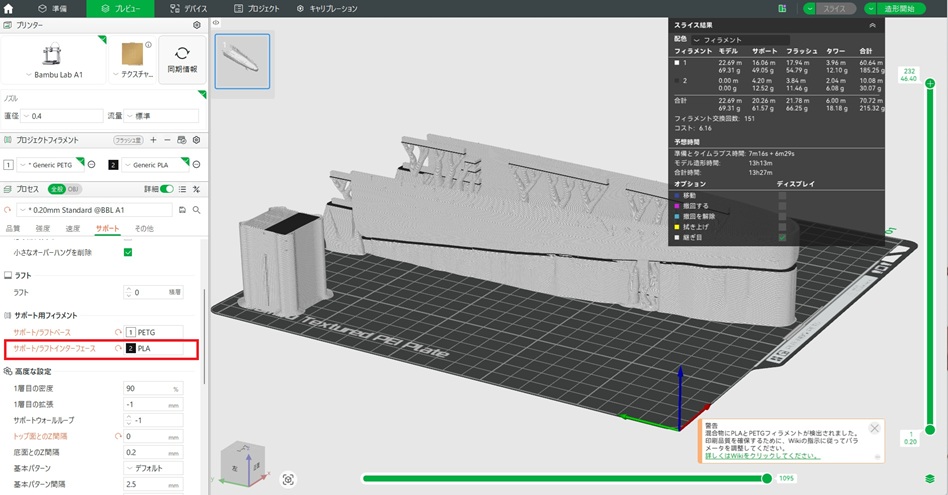
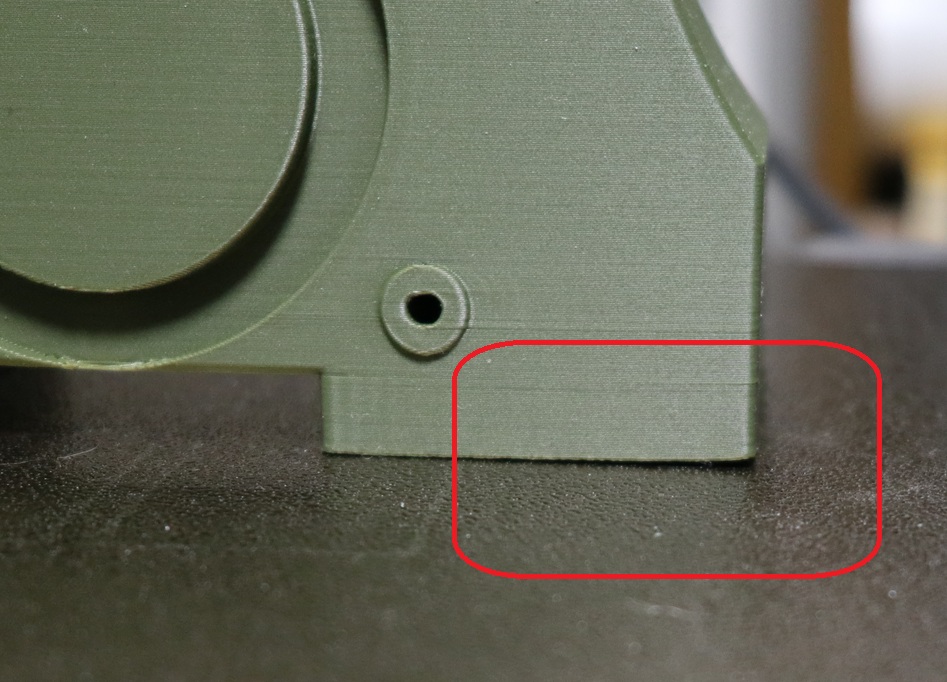
PETGのサポートが外れないときの対策|本体PETG×接触面PLA(AMS)で作業負担を減らす
PETGでサポートが外れにくいときに、Bambu StudioとAMSを使って「サポート接触面(インターフェー…
-

Bambu Studio サポートの取れない原因と対策|跡を減らす設定まとめ(FDM)
Bambu Studioでサポートが外れにくい・跡が残るときの見直しポイントをまとめました。接触面(インターフ…
-