
This article shows how to stop FDM warping with a simple If/Then checklist.
- 反りは「プリントのいつ起きたか」で分類(A/B/Cに分け)すると最短で直せます
- まずABC表→次に“効く順”で手を打つ、が迷いません
- 長物(船体・翼・パネル等)にもそのまま応用できます
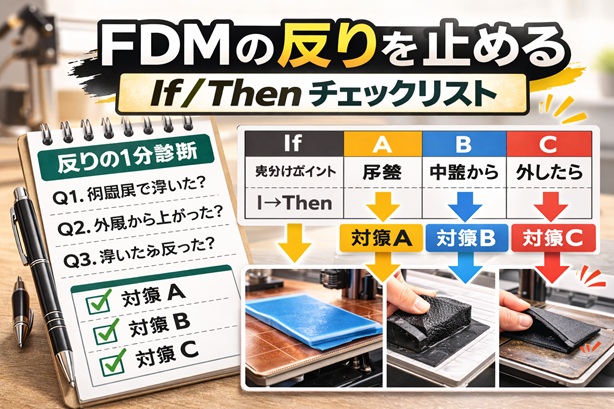
まずは1分診断:A/B/Cのどれですか?
Q1:角が1層目〜序盤で浮いた? → YESなら A
Q2:最初は平気で中盤から上がってきた? → YESなら B
Q3:造形中は平気で外したら反った? → YESなら C
※YESが混ざる場合は、A→B→Cの順で潰すのが効率的です(初層が安定しないと再発しやすいため)。
A/B/C分岐表(反り:最短診断チェックシート)
| 見分けポイント | A:序盤で角が浮く(初層負け) | B:中盤からじわじわ反る(温度差) | C:外すと反る(内部応力) |
|---|---|---|---|
| いつ起きる? | 1層目〜数層 | 中盤以降 | 完了後〜取り外し直後/翌日 |
| どこが起きる? | 角・端が先に浮く | 長辺の端から弓なり | 全体がバナナる/片面だけ反る |
| まず効く手段 | ブリム+耳(角補強) | 冷却を下げる(中盤以降) | 肉厚/剛性ムラを減らす(設計・分割) |
| 次の一手 | 初層速度↓/初層太さ↑/清掃 | 遮風/向き調整(長辺べったり回避) | インフィル詰めすぎ回避/リブ/分割 |
反り(Warping)の正体:温度だけでなく「収縮時の力の分散」で決まります
反りは、造形物が冷えて縮むときに生まれる“引っ張り合い”が原因です。
対策のレバーは大きく3つあります。
- 初層の密着が足りない(密着・初層設定)
- 冷え方を偏らせない(冷却・風・環境)
- ストレスの逃げ道を作る(向き・形状・分割)
艦船模型の船体のような長物だけでなく、飛行機の翼・車体パネル・ロボの大型装甲など、薄くて長いパーツ全般で同じ考え方が使えます。
再現条件ブロック(検証環境の例)
- 方式:FDM
- 材料:PLA / PETG(※ABS/ASAは最後に注意あり)
- ノズル:0.4mm(0.2mmは補足扱い)
- スライサー:Bambu Studio(他でも考え方は同じ)
- 形状:薄板・長方形・長物(船体・翼・パネル等)
対処はA/B/Cで“効く順”に当てます(If/Then)
A:序盤で角が浮く(初層負けタイプ)
症状:角がすぐ浮く/ブリムごとめくれる
狙い:反りというより「初層が負けて剥がれている」ことが多いです。
If/Then(効く順)
- If:角がすぐ浮く → Then:ブリム+耳(角だけ大きく)
- If:まだ浮く → Then:初層をゆっくり&太く(初層速度↓、初層のラインを太め)
- If:改善しない → Then:ベッド清掃+直風チェック(指紋・油分、エアコン風など)
一層目のトラブルについてはこちらの記事
別記事:FDM】一層目がくっつかない(ベッド密着不良)原因と対処まとめ|PLA/PETG・0.2mm/0.4mm対応
でも扱っています。
B:中盤からじわじわ反る(温度差タイプ)
症状:最初は平気→途中から長辺が持ち上がる/弓なりになる
狙い:冷え方の偏りを減らし、長辺ストレスを溜めないことです。
If/Then(効く順)
- If:中盤から反る → Then:冷却を下げる(特に中盤以降)
- If:角や端だけ冷える → Then:遮風する(直風を避ける)
- If:長辺が起点 → Then:向きを工夫して“長辺べったり”を避ける(可能なら接地の作り方を変える)
C:外すと反る(内部応力タイプ)
症状:造形中は平ら→外すと反る/翌日に反りが出る
狙い:内部応力(剛性ムラ・肉厚差・冷え方差)を減らします。設定だけで粘るより、形状で解決する方が速いことが多いです。
If/Then(効く順)
- If:外した瞬間に反る → Then:肉厚差・剛性ムラを減らす(薄板の片面だけ硬い、を避ける)
- If:薄板ほど反る → Then:リブ(補強)or 分割で逃がす
- If:インフィルを詰めている → Then:必要以上に詰めない(応力が残りやすい)
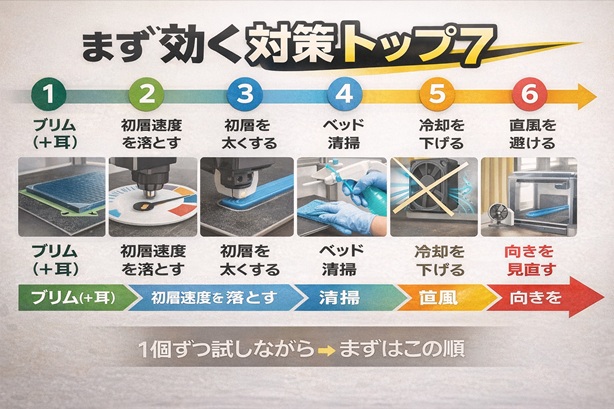
まず効く対策トップ7(いじる順番が大事)
反り対策は、一度に多くを変えると原因が追えなくなります。まずはこの順で、1個ずつ試すのが安全です。
- ブリム(+耳)
- 初層速度を落とす
- 初層を太くする(接地を増やす)
- ベッド清掃(油分を落とす)
- 冷却を下げる(中盤以降)
- 直風を避ける(遮風)
- 向きを見直す(長辺べったり回避)
長物(船体・翼・パネル等)の要点だけ:反りを“作らない”考え方
長物は「長辺ストレスが溜まりやすい形」です。対策は難しくありません。
- 長い直線エッジを、ベッドにべったり置かない(可能なら接地の作り方を変える)
- 角(コーナー)を先に負けさせない(耳+ブリムが効きやすい)
- 分割できるなら分割が最短(設定で粘るより確実なことが多い)
艦船模型の船体だけでなく、他ジャンルの長物にも同じまま応用できます。
注意:ABS/ASAは別条件です
PLA/PETGと比べて反りやすく、環境の保温(チャンバー相当)が前提になりやすい素材です。この記事のIf/Thenは考え方として役立ちますが、条件は別物として扱うのがおすすめです。
基本 Bambu lub A1及びA1 mini はABS/ASAは非推奨です。
まとめ:反りは「A/B/C分岐→効く順」で最短解決できます
反り対策は、原因を推理するよりも、起きたタイミングでA/B/Cに分けて、効く順に手を打つ方が早く安定します。
まずは冒頭のABC表で分岐し、上から1つずつ試してみてください。
コメントを残す