
This article compares four FDM layer heights to see how surface finish and print time change.
- 層厚を細かくすると、斜面と曲面の見え方は確かに改善しました
- ただしプリント時間は大きく伸びます
- 普段使いなら0.16mmか0.12mmが有力
FDM方式の3Dプリンターでは、層厚を細かくすると表面がきれいになると言われます。
ただ、実際には「どれくらい見た目が変わるのか」「その改善に対してプリント時間がどれくらい増えるのか」が分からないと、設定を選びにくいものです。
FDMユーザーだと誰もが疑問に思う「3Dプリンター層厚比較」についてまとめてみました。
今回は、Bambu Studioの標準プリセットをそのまま使い、4種類の層厚でテストピースを印刷して比較しました。
見た目だけでなく、プリント時間もあわせて確認したので、層厚選びの目安として参考になるはずです。
今回の比較で見たいこと
今回確認したかったのは、単純に「一番きれいなのはどれか」ではありません。
知りたかったのは、次の2点です。
- 層厚を細かくすると、斜面や曲面の見え方はどこまで改善するのか
- その改善は、増えたプリント時間に見合うのか
時間の増加がなければ細かい層厚を選ぶのは自然です。
しかし実際にはプリント時間が大きく伸びるため、見た目の改善と時間の増加をセットで考える必要があります。
比較条件
今回の比較条件は次の通りです。
| 項目 | 内容 |
|---|---|
| プリンター | Bambu Lab A1 mini |
| ノズル | 0.4mm |
| スライサー | Bambu Studio |
| 条件 | デフォルトプリセットのまま使用 |
| テストピース寸法 | 幅25mm × 長さ85mm × 高さ25mm |
| 半球 | 直径15mm |
| 斜面角度 | 20° |
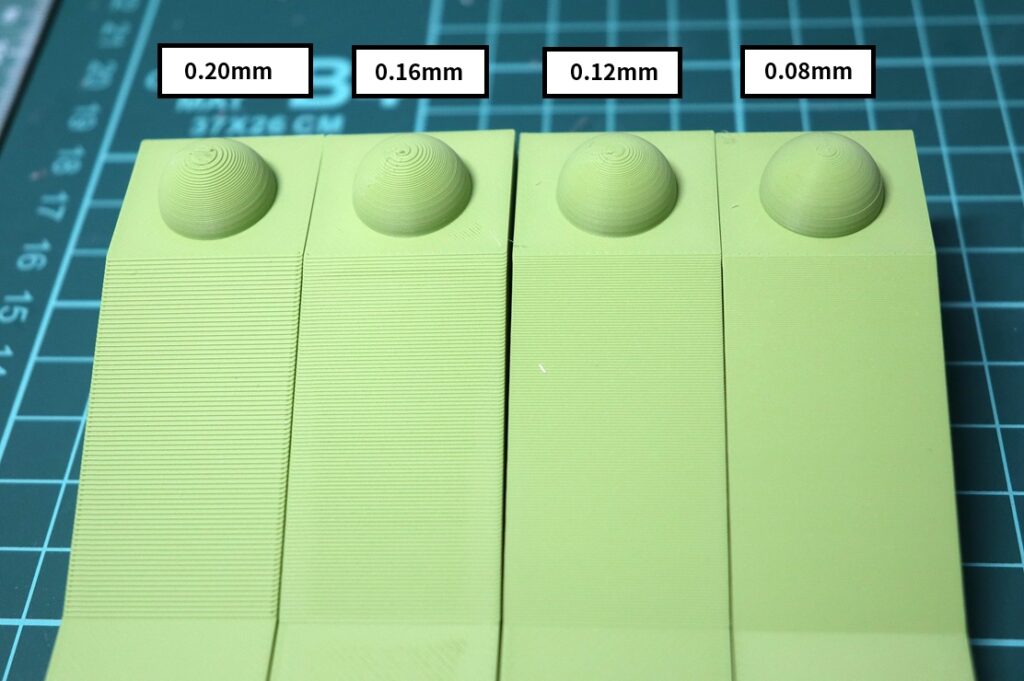
今回は、斜面と曲面の見え方を確認しやすいように、自作のテストピースを作って比較しました。
長い斜面で積層痕の見え方を確認し、上部の半球で曲面の段差感を見ています。
クリックすると画像が大きくなります。
なお、0.20mmにはHigh Quality系の同層厚プリセットがないため、今回は0.20mm Standardを使用しました。
0.16mm、0.12mm、0.08mmはHigh Qualityで比較しています。
比較条件は、Bambu Studioの標準プリセットをそのまま使った実用寄りの内容です。
比較した層厚とプリント時間
今回比較した層厚とプリント時間は次の通りです。
| 層厚 | プリセット | プリント時間 |
|---|---|---|
| 0.20mm | Standard | 37分31秒 |
| 0.16mm | High Quality | 58分01秒 |
| 0.12mm | High Quality | 1時間11分 |
| 0.08mm | High Quality | 1時間44分 |
0.20mmから0.16mmにするだけでも、プリント時間はかなり増えます。
さらに0.12mm、0.08mmへと細かくしていくと、見た目は改善しやすい一方で、時間の伸びも無視できません。
0.20mmから0.08mmへ細くすると約3倍以上時間がかかってしまいます。
この時点で、層厚は「見た目の設定」であると同時に、「時間の設定」でもあることが分かります。
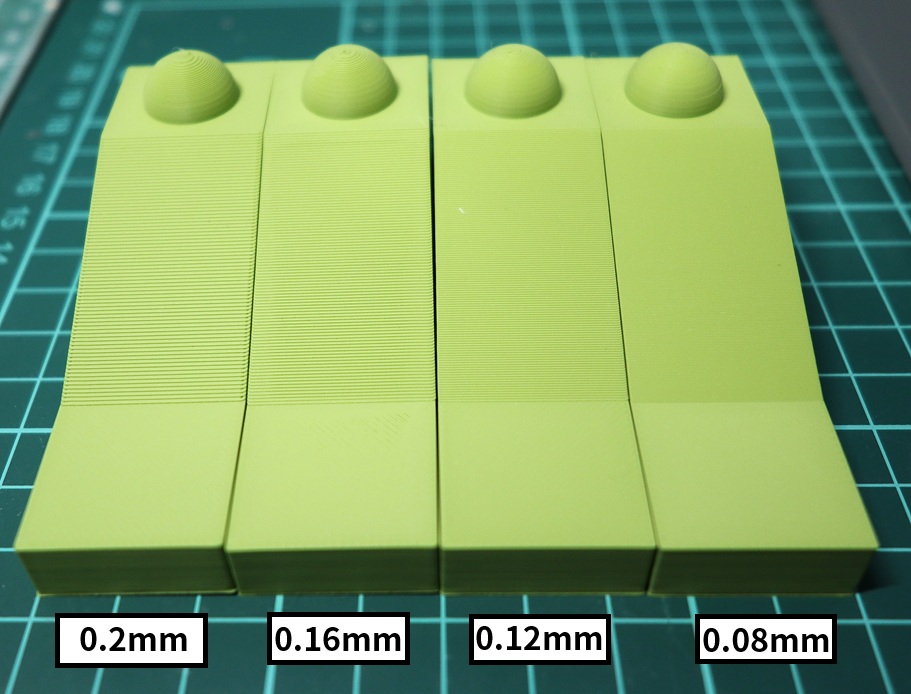
全体比較
まずは全体比較です。
クリックすると画像が大きくなります。
並べて見ると、最も差が分かりやすいのは長い斜面部分です。
0.20mmでは積層ラインがはっきり見えますが、0.16mm、0.12mm、0.08mmと細かくなるにつれて段差感が弱くなっていきます。
一方で、平面部分はもともと大きな乱れが出ていないため、斜面ほど差が目立ちません。
このため、層厚の違いを確認するときは、斜面や曲面を重点的に見る方が分かりやすいです。
0.20mm Standardの見え方

【画像:0.20mmのクローズアップ】クリックすると画像が大きくなります。
0.20mm Standardは、4条件の中で最もプリント時間が短く、37分31秒で出力できました。
その代わり、斜面部分では積層ラインがはっきり見えます。半球の曲面でも段差が確認しやすく、見た目の滑らかさはやや控えめです。
ただし、これは必ずしも欠点だけではありません。
試作や形状確認、サイズ確認を優先したい場合には、0.20mmは十分に実用的です。まず形を確認したい段階では、速さのメリットが大きいと感じます。
0.16mm High Qualityの見え方

【画像:0.16mmのクローズアップ】クリックすると画像が大きくなります。
0.16mm High Qualityでは、斜面の積層感が0.20mmより明らかに落ち着きました。
見た目の改善が分かりやすく、それでいてプリント時間は58分01秒です。
0.20mmよりは時間がかかりますが、0.12mmや0.08mmほど長くはありません。
このため、見た目と時間のバランスを考えると、0.16mmはかなり使いやすい設定です。
普段使いの設定として考えるなら、まず候補にしやすい層厚だと思います。
0.12mm High Qualityの見え方

【画像:0.12mmのクローズアップ】クリックすると画像が大きくなります。
0.12mm High Qualityでは、斜面の積層ラインがさらに目立ちにくくなりました。
半球の曲面もより滑らかに見え、見た目の改善が感じやすい条件です。
プリント時間は1時間11分で、0.16mmよりさらに伸びます。
それでも0.08mmほど極端ではなく、見た目を優先したい場合には十分現実的な範囲だと感じました。
完成品として見た目を整えたいときや、小さめのパーツをきれいに見せたいときには、0.12mmは有力な選択肢です。
0.08mm High Qualityの見え方

【画像:0.08mmのクローズアップ】クリックすると画像が大きくなります。
0.08mm High Qualityは、今回の4条件の中で最も滑らかな見え方でした。
斜面も曲面も最も整って見え、段差感はかなり抑えられています。
ただし、プリント時間は1時間44分です。
0.20mmと比べるとかなり長く、常用するには用途を選びます。
見た目を最優先したい場合には魅力がありますが、すべての出力に使うには時間負担が大きいです。
小型で目立つパーツや、できるだけ表面を整えたい場面で選ぶ設定だと感じました。
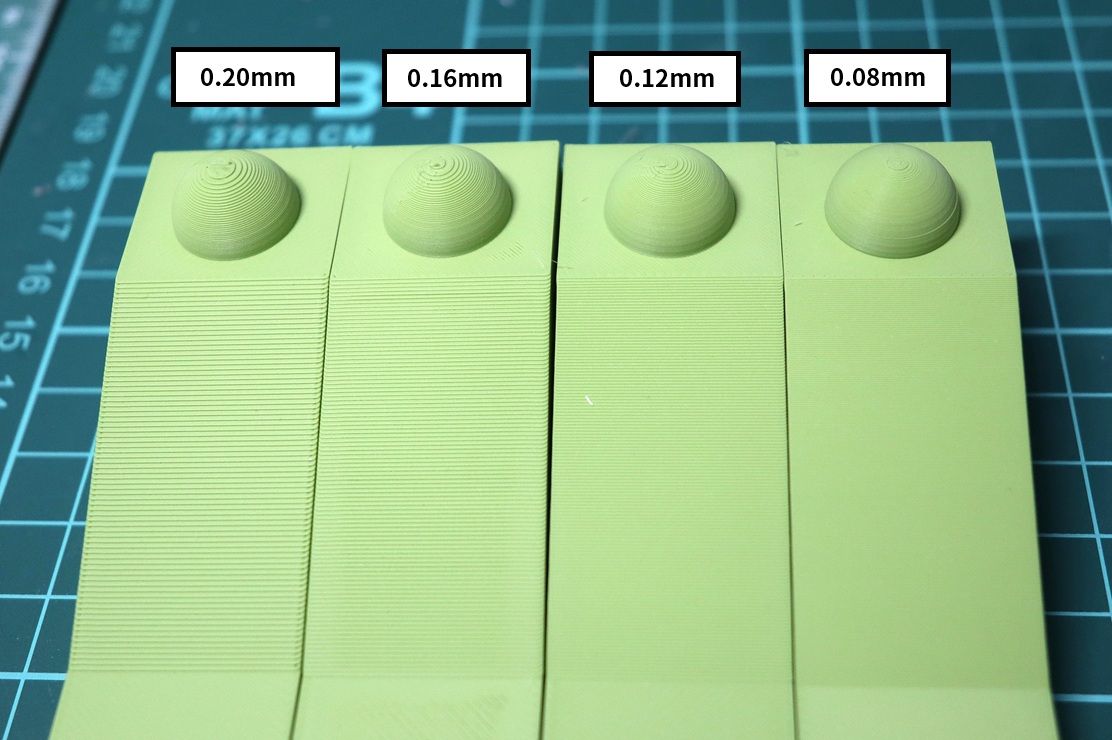
斜面と曲面ではどこに差が出やすいか
今回の比較では、差が最も分かりやすかったのは斜面でした。
0.20mmでは積層ラインがはっきり確認でき、0.16mm、0.12mm、0.08mmと細かくするにつれて段差感が弱くなります。
半球も差が出ています。
そのため、「層厚の違いがどれくらい効くか」を確認したいなら、斜面を含むテストピースはかなり有効です。
今回は20°の斜面を使いましたが、このくらいの緩やかな角度は差が出やすく、比較に向いていました。
どの層厚を選ぶべきか
今回の結果をもとにすると、使い分けは次のように考えやすいです。
0.20mm Standard
試作、サイズ確認、形状確認を優先したいときに向いています。
見た目よりもまず早く出したい場面で使いやすいです。
0.16mm High Quality
見た目と時間のバランスが良く、普段使いの第一候補にしやすいです。
迷ったときに選びやすい設定でした。
0.12mm High Quality
見た目をさらに良くしたいときに有力です。
時間は増えますが、完成品の見た目を整えたい場面では使いやすいと感じます。
0.08mm High Quality
最も滑らかですが、時間増が大きいため用途を選びます。
常用というより、見た目を強く優先したいとき向けです。
今回の比較で感じたこと
今回あらためて分かったのは、層厚は単純に「細かいほど良い」で終わる設定ではないということです。
確かに0.08mmが最も滑らかですが、その分プリント時間は大きく伸びます。
実際には、
- どこまで見た目を求めるか
- どれだけ時間をかけられるか
- そのパーツがどのくらい目立つか
この3点で判断するのが現実的です。
普段使いなら0.16mm、高めの見た目品質を狙うなら0.12mm、さらに滑らかさを優先したい場合だけ0.08mmを使う、という考え方が分かりやすいと思います。
まとめ
FDM方式では、層厚を細かくすると斜面や曲面の見え方は確かに改善しました。
ただし、そのぶんプリント時間は大きく伸びます。
今回の比較では、次のような印象でした。
- 速さを優先するなら0.20mm
- バランス重視なら0.16mm
- 見た目重視なら0.12mm
- さらに滑らかさを求めるなら0.08mm
層厚は見た目だけでなく、作業時間にも直結する設定です。
まずは自分が何を優先したいのかを決めて、それに合わせて選ぶのが使いやすいと思います。
この考え方は模型全般だけでなく、日用品や治具など他の3Dプリント作品にも共通する考え方です。
コメントを残す