
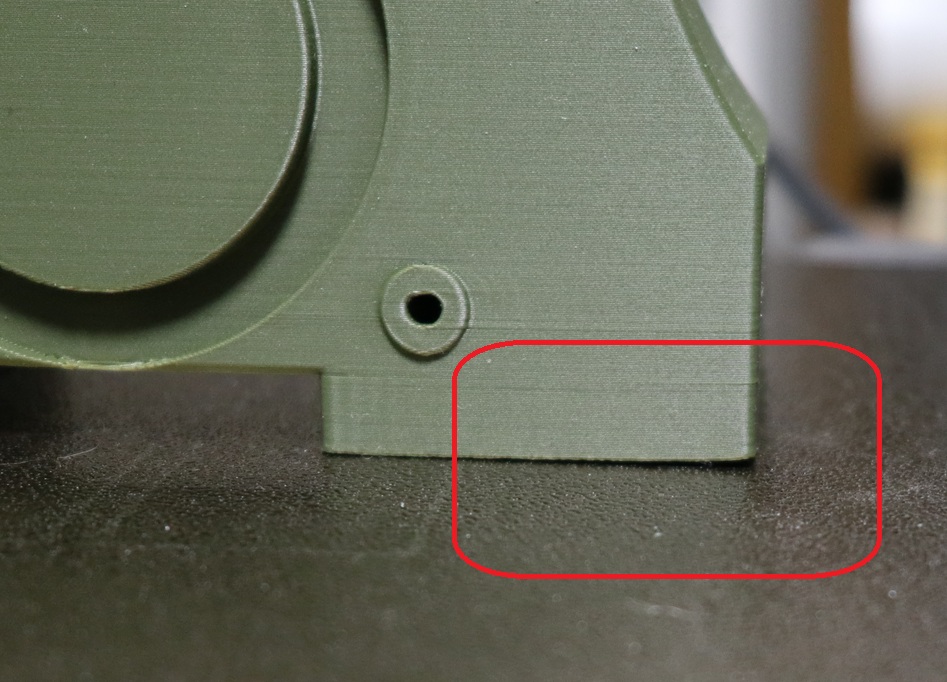
せっかく会心の出来でプリントができたと思ってよく見ると端が反っている!とショックを受けたことはありませんか?
この記事は、Bambu Studio(FDM)で起きる「反り(warping)」を対象に、反りに効く項目だけを数値でまとめたものです。
対象の症状:
- コーナーが浮く
- 端がめくれる
- 長い形状が弓なりに反る(全体が持ち上がる)
PLA/PETGを中心に説明します(材料が変わっても考え方は同じです)。
艦船模型の船体のような長い形状を実例にしますが、これは検証環境として分かりやすいだけで、戦車の車体・飛行機の翼・美プラ装備など他ジャンルの模型にも同じ考え方で応用できます。
先に整理:一層目の「密着不良」と「反り」は別です
反りは一層目が貼り付いていても起きます(端がじわじわ浮く、長い形状が反るなど)。
一方で、一層目そのものが定着していない場合は、先にこちらの記事で密着を安定させてください。
→ Bambu Studio 一層目の直し方|密着しない・部分的に定着しない原因と設定(0.2mmノズル対応)
この記事では、密着がある前提で「反り」を止める手順に集中します。
症状別(反りのタイプ)
- A:コーナーが浮く(角がめくれる)
- B:端がめくれる(長い辺が浮く)
- C:長い形状が弓なりに反る(中央が持ち上がる)
A→B→Cの順に、対策の“効きやすさ”が変わります。
結論:反りは「ブリム→冷却→ベッド温度→設計」で止める
反りは「冷えるときの収縮」による変形が中心なので、まずは
- 密着面積を増やす(ブリム)
- 急に冷やしすぎない(冷却の立ち上がり)
- 温度差を小さくする(ベッド温度)
を押さえます。長い形状は設計の効果が大きいです。
1)ブリム(反り対策で最も即効性が出やすい)
ブリムは「端の密着面積」を増やし、浮き上がりを抑えます。反り対策として効果が出やすい項目です。
逆に冷却やベッドの温度差は劇的な変化という訳ではないので反りが困る場合はブリムを試してみるのもいいかも知れません。
ブリム幅の目安(mm)
- PLA:8mmから(浮くなら 10〜12mm)
- PETG:10mmから(浮くなら 12〜15mm)
どの症状に効くか
- A(コーナーが浮く):特に効きやすい
- B(端がめくれる):効きやすい
- C(弓なり):補助にはなるが、設計と温度差も重要
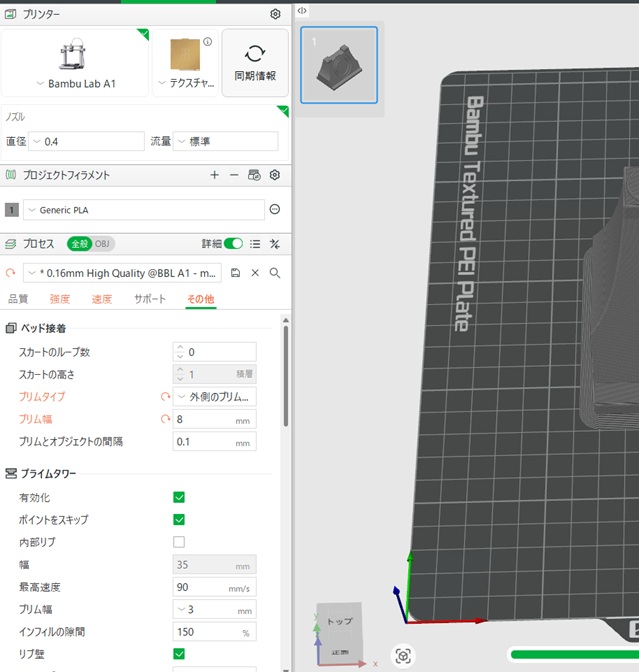
ブリム大きさの修正は、「その他」>ベッド接着>ブリムタイプをプルダウンして「外側のブリム」にすると「ブリム幅」の数値を修正できます。
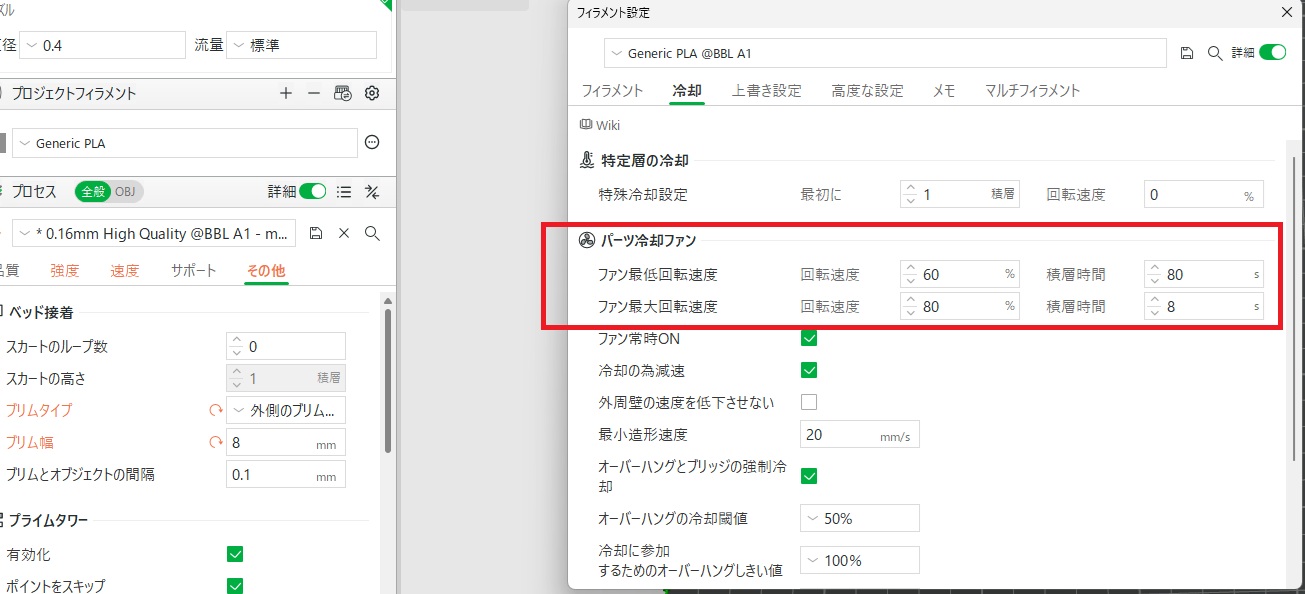
2)冷却(ファン)— 反りは「立ち上がり数層」が重要
反りは、印刷直後に急に冷えると出やすい傾向があります。
そのため、反り対策では「最初から強く冷やす」よりも、立ち上がり数層の冷却を弱める方が効くことがあります。
PLAの目安(反り対策)
- 1層目:0〜20%
- それ以降:60〜100%(形状に応じて)
PETGの目安(反り対策)
- 基本:0〜30%
- 反りが強い:**0〜20%**へ
(PETGは冷却を強くしすぎないほうが安定する場合があります)
私の他の記事を読まれた方はご存じだと思いますが、フィラメントの横の…を押して編集を押したところに冷却の設定があります。
もっともデフォルトで1層目は0ファン設定になっているので2層目くらいまで0ファン設定にすることもありです
クリックすると拡大します。
3)ベッド温度(±5℃ずつ動かす)
温度は一気に変えず、**±5℃**で比較します。ここは材料・プレート・室温で変わります。
PLAの目安
- 開始:65℃
- 角が浮く:**70℃**へ
- それでも浮く:ブリムと冷却(立ち上がり)を優先して見直す
- ダレが気になるときは戻す又は60℃に
PETGの目安
- 開始:80℃
- 端が浮く:**85℃**へ
- 表面が荒れやすい:**75℃**へ戻して冷却と速度も合わせて調整
4)設計(長い形状はここが最短ルートになる)
長い形状は、設定よりも形状の影響が大きいことがあります。反りの根本が「剛性不足」や「角の応力集中」なら、設計変更が早いです。
実例(長尺形状の反りが止まった変更)
- 厚みを+1mm
- 底面外周にR2mmフィレット
この2点だけで反りが解決したケースがあります。
この考え方は艦船模型に限らず、長い部品全般に応用できます。
5)仕上がりも守りたい場合:速度と加速度は「デフォルトの50〜60%」で統一すると迷わない
反りの主因はブリム・冷却・温度差ですが、1層目の速度をさげることも有効な手段です。
特に大事な作品では1層目もさることながら、外観も安定させたいことがあります。
その場合、1層目の速度を下げると同時に、外層の速度をBambu Studioのデフォルト値を基準にして **50〜60%**へ寄せると、仕上がりが綺麗になります。(プリント時間は長くなります)
まず下げる(外観と安定)
- 外壁速度:デフォルトの50〜60%
- トップ面速度:デフォルトの50〜60%

加速度は触るなら3項目だけ(デフォルトの50〜60%)
- 1層目の加速度
- 外壁の加速度
- トップ面の加速度
(移動やインフィルの加速度は基本そのままでOK)
今回のテーマの反り対策ではないですが、外観重視でプリントする時には外層速度、加速度、TOP速度、加速度はよく変更してプリントしています。
反りの最短チェック手順(この順で比較すると早い)
- ブリム:PLA 8mm/PETG 10mmから
- 冷却:立ち上がり数層のファンを弱める(可能であれば)(PLA 0〜20%)
- ベッド温度:±5℃で比較(PLA65→70、PETG80→85)
- 長い形状:設計で厚み+1mm、外周R2mmを検討
- 仕上がり重視:外壁・トップ面の速度と加速度をデフォルト数値のの50〜60%
まとめ
反りは「一層目が貼り付いているのに端が浮く」場合でも起きます。
そのときは、次の順で対策すると改善しやすいです。
- ブリム(PLA 8〜12mm/PETG 10〜15mm)
- 冷却(立ち上がり数層を弱める)
- ベッド温度(±5℃)
- 設計(厚み+1mm/外周R2mm)
- 仕上がり重視:速度・加速度はデフォルトの50〜60%
この考え方は模型のみではなく全般にも同じように応用できます。
リンク
- 3Dプリンター総合ガイド(機材・使い方・トラブル)
- (ハブ)Bambu Studio 設定の基本|反り・一層目・糸引き・TPUを直すチェックリスト
- (関連記事)Bambu Studio 一層目の直し方|密着しない・部分的に定着しない原因と設定
- (関連記事)Bambu Studio TPU印刷の安定化|最大体積速度と速度の基本
- (関連記事)Bambu Studio サポートの外し方|跡を減らす設定と、AMSで材料を変える方法(FDM)
- (関連記事)PETGのサポートが外れないときの対策|本体PETG×接触面PLA(AMS)で作業負担を減らす
コメントを残す