

この記事の適用範囲
この記事は、Bambu Studio(FDM)でサポートを使ったときに起きやすい悩み、
- サポートが外れにくい
- 外した後に跡が目立つ
- 欠けや白化が出る
といった問題を、設定の見直しと、AMSを使って材料を変える方法の両面から整理します。
この記事では、サポートを外したあとに跡が残る、白化する、表面が荒れるといった症状に対して、Bambu Studioで先に調整したい設定項目を順番に整理しています。
模型中心で考えていますが様々な3Dプリント品にも同じ考え方で応用できます。
まず、自分の症状を分けて考える
サポートの悩みは、症状によって最初に見る場所が変わります。
・サポートが固くて外れない
→ トップ面とのZ間隔、トップ接触面の層数、サポート密度を確認します。
・外した跡がザラザラする
→ インターフェース、サポートを付ける範囲、ツリーサポートの使用を確認します。
・白化や欠けが出る
→ 設定だけでなく、外す順番と工具の使い方を確認します。
・PETGで特に外れない
→ 本体PETG×接触面PLAなど、材料を分ける方法も候補になります。
再現条件(例:記事の前提)
- プリンター:Bambu Lab(A1 / A1 mini想定)
- スライサー:Bambu Studio
- ノズル:0.4mm中心(0.2mmは難易度が上がるため別枠)
- 材料:PLA中心(PETG/TPUは補足で触れます)
- サポート方式:通常サポート/ツリーサポート
まず結論:サポートの設定は「目的別」に決めます
サポート設定は大きく2つの目的があり、両方を同時に最大化しにくいです。
- 外しやすさを優先:外すのは楽になるが、接触面が荒れやすいことがある
- 跡の少なさを優先:接触面はきれいになりやすいが、外しにくくなることがある
まずは自分のモデルで「外観の見える面か/見えない面か」「強度が必要か」を決めてから設定します。
尚、サポート跡を減らすには、Bambu Studioの設定だけでなく、ニッパー、ピンセット、デザインナイフなどの後処理道具も重要です。
実際に使っている工具類は、使用道具・材料まとめページにまとめています。
⇒実際に使用している3Dプリンター・道具・材料まとめ|FDM・光造形・模型製作用
「SHIPYARD & SOULSHIP」は、3Dプリンターを使った模型製作・ディスプレイ用品づくり・トラブル対策を実例で紹介するブログです。
1)サポート跡が目立つ原因(短い整理)
サポート跡が目立つ原因は、主に次の4つです。
- サポート接触面の間隔が狭い(密着に近い)
- サポート密度が高い(接触面が増える)
- 接触面の冷却・温度条件が合っていない(表面が荒れる)
- 外すときの力が強い/工具が合っていない(欠け、白化)
サポートを無理にこじると、欠けや白化が出やすくなります。
記事の前半は「設定」、後半は「外し方(作業)」で整理します。
2)Bambu Studioで見直す設定(外しやすさ/跡の少なさ)
ここでは「どこを触ると何が変わるか」を優先して書きます。
具体的な数値はモデル形状で変わるので、まずは小さなテストで確認します。
2-1)接触面(インターフェース)を使うか
サポート跡を減らしたい場合は、**接触面(サポートインターフェース)**が効果的です。
インターフェースは「サポート本体」と「モデル」の間に、薄い層を作る設定です。
- 跡を減らしたい:インターフェースを使う方向
- 外しやすさを優先:インターフェースを薄めに、または無しで試す
2-2)サポートの密度(Support density)
密度が高いほど支えは強いですが、接触面も増えるため跡が残りやすくなります。
まずは密度を必要以上に上げないことが重要です。
2-3)サポートとモデルの間隔(Z方向 / 接触距離)
ここが最も影響します。間隔が狭いと跡が増え、広いと外しやすくなりますが、支えが弱くなります。
「外しやすさ」と「垂れ」のバランスを見ながら調整します。
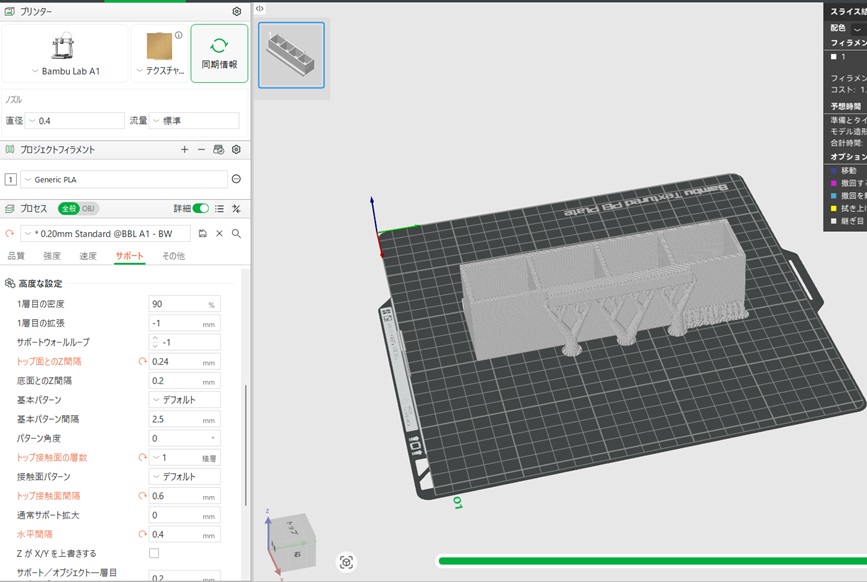
例えばですが、0.4mmノズルを使用して0.2mmスタンダードの設定でプリントする時には
サポート>高度な設定>トップ面とのZ間隔>0.2mm
この数値を0.24mmに広げてみるのも一つです。
次いでトップ接触面の層数を下げてみるのも手です。
通常2になっているので1を試してみるのもあります。
できれば簡単なものでテストをしてみましょう。
更に試す方法としては光造形レジンでもおなじみのサポート間隔(密度)を少し広げる方法です。
0.5㎜から0.6mmに試すなど少しずつがいいでしょう。
広げ過ぎると支える力が弱くなるので注意。
こうして自分好みあるいは、”外から見えにくい箇所はこれ”っていう自分なりの設定を見つけてみてください。
まずは目立たない箇所にサポートの付く作品で試してみるのがいいでしょう。
2-4)サポートの種類(通常 / ツリー)
- ツリーサポート:接触点を減らしやすく、外しやすいことが多い
- 通常サポート:面で支えたい形状に向くが、接触面が増えやすい
形状によって向き不向きがあるので、片方に固定せず選びます。
2-5)オーバーハング角度(どこからサポートを付けるか)
サポートを付ける範囲を必要最小限にすると、跡も減ります。
角度の基準はモデルによって変わるので、まずは「付けすぎていないか」を確認します。
サポート跡を減らしたい場合は、設定だけでなくモデルの置き方も重要です。
同じ形状でも、印刷の向きを変えるだけでサポート量や接触面を減らせることがあります。
→ FDMの印刷の向きの決め方|密着不良・崩れ・反り・剥がれ・糸引きを減らす基本
2-6)サポート痕を減らしたいときの設定例
- トップ面とのZ間隔:0.2→0.24mm
- トップ接触面の層数:2→1
- トップ接触面間隔:0.5 → 0.6mm
- 水平間隔:0.4 → 0.45mm
設定変更は上から順の優先度でいいと思いますが、面倒な場合は
まずは上から2つ(Z間隔と層数)を試してみるといいでしょう。
うまく設定ができると、サポートが綺麗にポロポロ外れてくれるんですけど、
印刷設定を変えると(0.2mm standard→0.16mm High quality)修正の必要があります。
気に入った設定は名前を変えて保存しておきましょう。
私も前の設定どうしたっけ?なんてことがよくあります。
3)外し方(作業)で失敗を減らす
設定を詰めても、外すときの作業で欠けで白化の程度は変わります。
3-1)外す順番
- まず大きいサポートを外して、最後に接触面を処理します
- 接触面は一気に剥がさず、少しずつ力を分散します
3-2)工具
- ニッパー:太い柱を切る
- 薄いヘラ/スクレーパー:接触面を少しずつ持ち上げる
- ピンセット:細部の除去
工具で無理にこじると欠けや白化が増えます。
▶サポートを外すのに適した工具
サポートを外すときは、無理にねじったり引きちぎったりせず、太い部分を先にニッパーで切ると跡を減らしやすくなります。
ニッパー
ニッパーは、まずタミヤの薄刃ニッパー No.35(74035)のような模型用の薄刃タイプが使いやすいです。
狭い場所や細かいパーツまわりでは、タミヤの先細薄刃ニッパー No.123(74123)も候補になります。
この両者がコスパがいいと感じています。
ピンセット
細いサポートや剥がれかけた部分は、ピンセットでつまんで少しずつ外します。
初心者の場合は、先端が尖りすぎた精密ピンセットよりも、ある程度丈夫で力をかけやすいタイプの方が扱いやすいです。
私はタミヤのクラフトツール No.48系のピンセットを使うことが多いです。
先端が尖りすぎておらず、サポートをつまんだり、細かい部分を軽く押さえたりしやすいので、3Dプリンターのサポート除去にも使いやすいと感じています。
先がとがり過ぎているとサポートを除去する際に作品に傷をつけてしまうことがあります。
3-3)仕上げ
サポート跡が残る場合は、最初から「軽くならして仕上げる」前提にすると作業が安定します。
(例:紙やすり、スポンジやすり、必要ならパテや塗装)
サポートを外した面だけでなく、外壁全体の荒れや段差が気になる場合は、サポート設定とは別に外壁速度・冷却・層厚の見直しも必要です。
→ Bambu Studioで表面が荒れるときの見直しポイント|外壁品質を安定させる方法
4)AMSで材料を変えて外しやすくする方法(応用)
AMSが使える場合、サポート材を別材料にすることで、外しやすさが改善することがあります。
ただし、材料の組み合わせによっては「接着しすぎる/離れすぎる」など相性があるため、いきなり本番ではなく小さなテストが安全です。
4-1)水溶性サポート材(PVA/BVOHなど)
- メリット:外す作業が楽になりやすい(溶かして除去できる)
- 注意点:保管(湿気)、洗浄工程、コスト(割とする)
細部が多いモデルほど効果が出やすいです。

PLAやPETGのサポート材としては、eSUNかBambu labから販売されています。
4-2)サポート専用材(剥がしやすさ重視のフィラメント)
- メリット:外しやすさを目的に作られている
- 注意点:材料ごとに相性があり、条件のテストが必要
4-3)PLA/PETGなど別材料の組み合わせ
一般的に相性差が大きく、環境や銘柄で結果が変わります。
記事では「試しやすいテスト形状で確認する」ことを推奨します。
AMSがある場合、サポートを別材料にすることで外しやすさが改善することがあります。例えばPETG本体に対して、サポートの接触面(インターフェース)だけPLAにする設定が可能です。ただし材料の相性や形状によって結果が変わるため、小さなテストで外れ方を確認してから本番に進むのがおすすめです。詳しい手順と注意点は別記事でまとめます。
PETGのサポートが外れないときの対策|本体PETG×接触面PLA(AMS)で作業負担を減らす
よくある状況別:まず何を変えるか
サポートが外れにくい
- サポートとモデルの間隔(接触距離)を見直す
- 密度を下げる
- ツリーサポートを試す
- (AMSがある場合)材料変更を小テストで試す
跡が目立つ
- インターフェースを使う
- サポートの付ける範囲を減らす(角度)
- 外す作業を「少しずつ」にする
欠け・白化が出る
- こじらず、切ってから外す
- 工具を変える(薄いヘラ、スクレーパー)
- サポートの接触が強すぎないか(距離・密度)を確認する
まとめ
サポートの悩みは「設定」と「外す作業」の両方で改善できます。
- 設定では 接触面(インターフェース)/密度/接触距離/種類(ツリー)/角度 を目的別に見直す
- AMSがある場合は、材料を変えることで外しやすさが改善することがある(ただし相性があるため小テスト推奨)
- 外すときは、こじらず、切ってから、少しずつ力を分散する
コメントを残す