
This article explains how to improve rough surfaces and unstable outer walls in Bambu Studio.
Bambu Studioで印刷したときに、表面がざらつく、外壁が波打つ、角のまわりだけ荒れる、といった症状が出ることがあります。
このとき、単純に印刷速度だけを下げても改善しない場合があります。実際には、外壁の印刷順、冷却の効き方、壁の厚み、そして最大体積速度などが重なって表面品質に影響します。
この記事では、外壁のざらつき、粒立ち、筋の乱れが出るときにBambu Studioのどこから順番に見直せばよいかを整理します。
模型を例にしていますが、フィギュアの台座、ロボット模型の外装、ケース類など日用品にも応用できます。
この記事の適用範囲
この記事は、FDM方式で外側の見た目をきれいにしたい場合の確認用です。
特に次のような症状に向いています。
- 表面がざらつく
- 外壁に細かい波が出る
- 角や曲面だけ荒れやすい
- 外側だけ筋が目立つ
- 積層線とは別の乱れが見える
一方で、次の症状は別記事の方が近いです。
先に結論|最初に確認したい5項目
Bambu Studioで表面が荒れるときは、外壁速度だけでなく、最大体積速度・冷却・壁面数・プリント向きもあわせて確認します。
特に、外壁のざらつきや波打ちが出る場合は、次の順番で見直すと原因を確認しやすくなります。
- 外壁速度を少し下げる
- 最大体積速度が高すぎないか確認する
- 冷却の効き方を確認する
- 壁面数や薄い面の構造を見直す
- 見せたい面の向きを変えて比較する
一度に全部を変えると原因が分かりにくくなるため、まずは1項目ずつ確認するのがおすすめです。
SHIPYARD & SOULSHIPは、3Dプリンターを使った模型製作・ディスプレイ用品づくり・トラブル対策を実例で紹介するブログです。
1. 表面荒れは「外壁だけの問題」ではない
表面が荒れていると、つい「外壁速度が速いのだろう」と考えがちです。
ただし実際には、外壁そのものよりも、その前に積まれた内側の線や、材料の押し出し量の限界が影響していることがあります。
たとえば次のような状態です。
- 内側が不安定で、外壁がその影響を受ける
- 細い部分で材料の流れが追いつかない
- 冷却が効きすぎて、表面がわずかに乱れる
- 曲面で細かな速度変化が起き、見た目が揃わない
そのため、表面荒れの対策は「見えている外側」だけではなく、材料の出方と冷え方を含めて見る必要があります。
2. まず見直したいのは外壁速度
外壁はそのまま見える面なので、速度の影響が出やすいです。
Bambu Studioでは全体の速度だけでなく、項目ごとの速度設定も関係します。

外壁速度は、Bambu Studioの速度>1層目とかある下です。
確認したいこと
- 外壁速度が高すぎないか
- 小さいパーツでも同じ速度で押していないか
- 仕上がり重視のパーツなのに速度優先になっていないか
こう考えると分かりやすいです
- 見た目を優先する部品:外壁速度は低め
- 機能優先の部品:多少速くてもよい
- 細かい凹凸や曲面が多い部品:さらに慎重にする
艦船模型だけではなく他の模型にも応用できる考え方です。
外壁速度だけでなく、なにか個々の数値を触るのは怖いんだけど….
そんな声もあるかも知れませんが、速度を上げるのはともかく、下げるのはプリント時間が若干遅くなるだけ
なので問題はありません。
私が綺麗な外壁を心がけたいときは、外壁速度を落とすこともありますが内壁も合わせて若干落とします。
3. 最大体積速度が高すぎると、外壁が荒れやすくなる
ここは見落としやすいポイントです。
外壁速度を下げても改善しない場合、最大体積速度が材料に対して高すぎることがあります。
最大体積速度は、「どれだけの量の樹脂を安定して押し出せるか」の上限に近い考え方です。
これが高すぎると、細かな場所や連続した面で押し出しが不安定になり、表面のざらつきやムラにつながることがあります。
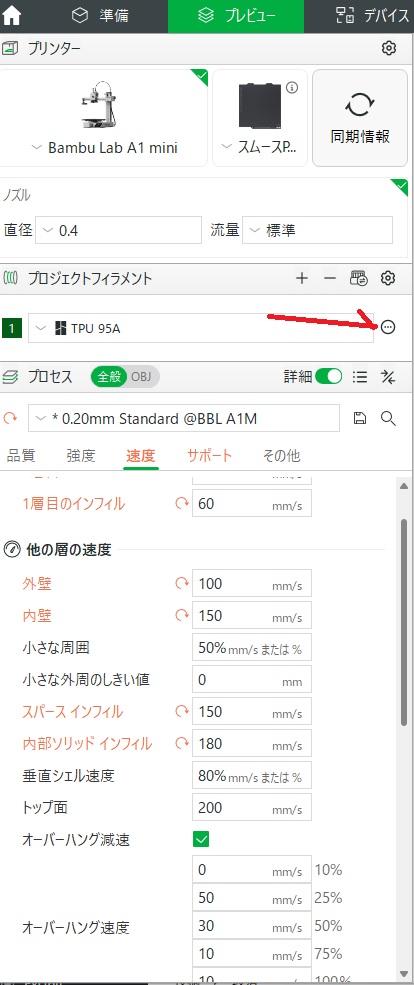
最大体積速度は上記のフィラメントの横にある縦三点ポッチを押すと「編集、削除、合併先」が出てきます。
その「編集」をクリックすると出てきます。「フィラメント」のタグに数値を変える欄があります。
私はTPUのプリントをする時にここの速度を落として使うことが多いです。
詳しくは下記のリンクを参照下さい
Bambu Studio TPU印刷の安定化|失敗しないための「最大体積速度」と「印刷速度の基本」
こういうときは疑います
- 速い設定では荒れるが、遅くすると改善する
- 同じ形状でも材料を替えると見た目が変わる
- 細い壁や曲面で表面が揃わない
対処の考え方
- まずは外壁速度を見直す
- 改善が弱い場合は最大体積速度も控えめにする
- 特に表面重視の部品では、安全側に寄せる
提督がこれまで扱ってきた内容ともつながりますが、ここは「速さ」ではなく、材料が安定して出せる範囲に戻すという考え方が大事です。
4. 冷却の効き方で表面の見え方は変わる
冷却が弱すぎると、表面がだれることがあります。
逆に強すぎても、材料によっては表面が落ち着かず、荒れたように見える場合があります。
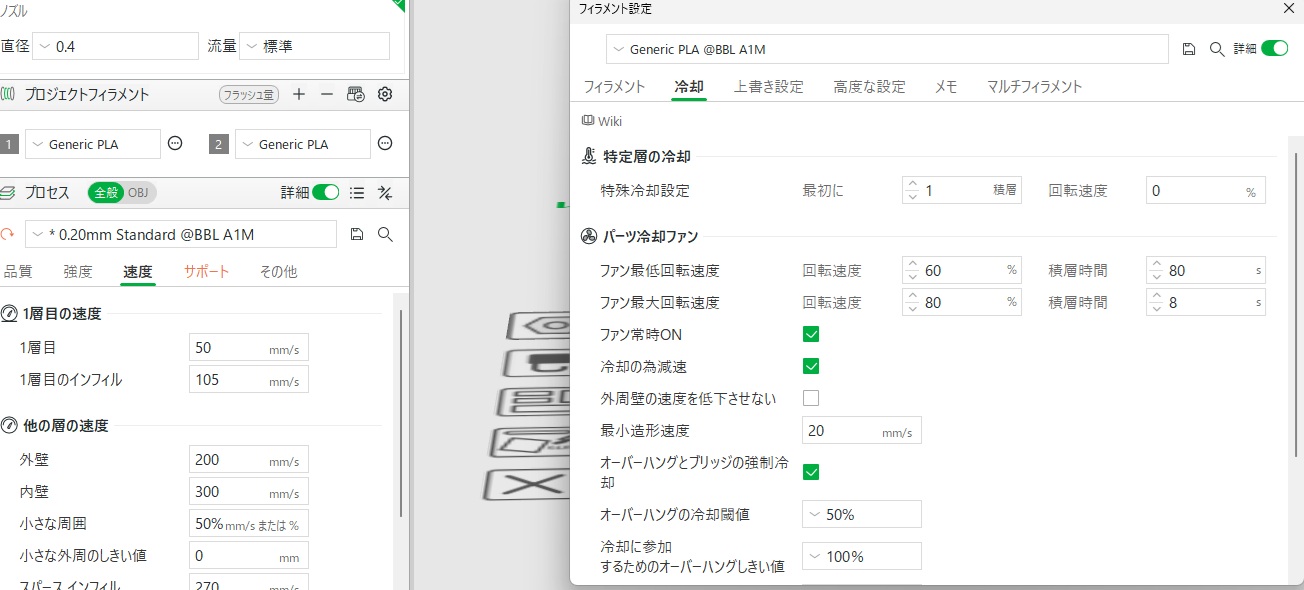
冷却設定の変更は、上記三点ポッチ>編集>冷却に設定変更があります。
初心者の方は、まず次の項目だけ見れば大丈夫です。
- パーツ冷却ファンの最小回転数
- パーツ冷却ファンの最大回転数
- オーバーハング時の冷却強化(使っているプロファイルによる)
こんな症状なら冷却不足を疑います
- 表面が少し溶けたように見える
- 角が丸くなる
- 小さい部分がだれる
- オーバーハングの下面が荒れやすい
この場合は、ファンを少し強める方向で確認します。
こんな症状なら冷却が強すぎる可能性があります
- 表面の質感が部分的に荒れる
- 外壁の見た目が場所によって揃わない
- 細い部分で層のなじみが弱く見える
この場合は、ファンを少し弱める方向で確認します。
調整のコツ
いきなり大きく変えず、まずは5〜10%程度の小さな変更で比較するのがおすすめです。
外壁速度や温度まで同時に変えると原因が分かりにくくなるため、冷却を試すときは他の条件をなるべく固定します。
あと、余談ですが1層目を定着させたい時に1層目が冷却0になっていると思うのですが、2層目も0にしたり、することもあります。
確認したい場面
- 小さいパーツでファンが急に強く当たる
- 角の多い形状で一部だけ荒れる
- 外壁の艶や質感が部分的に変わる
見直しの方向
- 小物や細い部品では冷却の効きすぎにも注意する
- 材料ごとの標準値から大きく外していないか確認する
- 速度変更と冷却変更を同時にやりすぎない
見た目の荒れは、温度だけでなく「冷え方の偏り」でも起こります。
5. 壁面数と壁の厚みが足りないと、外壁が落ち着かない
外壁の見た目は、表面1枚だけで決まりません。
内側の支えが弱いと、外壁が安定しにくくなることがあります。

壁面層数を変更するには設定の 強度を見ると、「壁面層数」があります。
この層の数を2→3 さらには4と増やすことで壁面が安定します。
代わりにプリント時間は徐々に長くなります。
今回の記事では表面が荒れるといったネガティブな現象を解決する方法として書いていますが
逆にもっと外壁を安定して積層痕を目立たなくする方法として層を増やすこともできます。
効果は若干ですけどね。
こんな症状が出やすいです
- 薄い板状パーツで波打つ
- 側面が軽くへこんで見える
- 長い面で均一感が出にくい
確認ポイント
- 壁面数が少なすぎないか
- その部品の厚みに対して壁構成が合っているか
- 強度だけでなく、見た目の安定にも役立つか
これは様々な成型に応用できます。
6. 向きが悪いと、設定だけでは改善しきれない
設定をかなり調整しても、向きそのものが不利だと荒れが残ることがあります。
特に、曲面や斜面が多い形状では、向きによって外観が大きく変わります。
向きで見たいこと
- 一番見せたい面がどこか
- 積層線をどこに逃がしたいか
- 支えの必要な面を裏側へ回せるか
たとえば船体や曲面の多いパーツは、見せたい面を優先して向きを決めた方が、結果として仕上がりがよくなることがあります。
7. 切り分けの進め方|一度に全部変えない
表面荒れを直したいときは、設定を何個も同時に触ると原因が分からなくなります。
次の順で進めると整理しやすいです。
手順
- 同じモデルの小さなテストを用意する
- 外壁速度だけを下げて比較する
- 次に最大体積速度を見直す
- そのあと冷却を確認する
- 必要なら壁面数や向きを見直す
この順番なら、「どこで改善したか」が見えやすくなります。
設定を変えても改善しない場合は、フィラメントの状態も確認する
外壁速度・最大体積速度・冷却を見直しても表面のざらつきや粒立ちが残る場合は、フィラメントが湿気を含んでいないかも確認します。
湿気を含んだフィラメントは押し出しが不安定になり、表面に細かなムラが出ることがあります。
同じ設定で比較する場合は、乾燥させたフィラメントで再度テストすると原因を確認しやすくなります。
フィラメントの乾燥条件は、以下の記事で詳しくまとめています。
→ フィラメント乾燥の温度と時間の目安|PLA・PETG・TPUを素材別に整理
フィラメントを乾燥・保管しながら使いたい場合は、フィラメントドライヤーがあると管理しやすくなります。
8. 模型用途で特に見たい点
模型では、強度よりも表面品質を優先したい場面がよくあります。
そのため、一般的な量産向け設定よりも、少し慎重な設定の方が合うことがあります。
特に見直しやすいのは次の3点です。
- 外壁速度
- 最大体積速度
- パーツの向き
この3つだけでも、見た目がかなり落ち着くことがあります。
艦船模型に限らず、ロボット模型、車体、建築模型などでも考え方は同じです。
まとめ
Bambu Studioで表面が荒れるときは、外壁速度だけを見るのではなく、最大体積速度・冷却・壁構成・向きまで順番に確認することが大切です。
特に、見た目を重視する模型パーツでは、速さよりも安定を優先した方が結果がよくなりやすいです。
一度に全部変えず、1項目ずつ比べながら見直すと、原因を把握しやすくなります。
「外壁が荒れる」「ざらつく」と感じたら、まずは外壁速度と最大体積速度から確認してみてください。
コメントを残す