

Overhang and bridge quality depends mostly on cooling, speed, and dedicated bridge settings.
この記事のポイント
- オーバーハングの垂れ・穴詰まりは、まず「冷却」と「外壁速度」をデフォルト基準で調整すると改善しやすいです
- ブリッジは通常部と考え方が違うため、Bambu Studioの「ブリッジ速度/ブリッジ流量(フロー)」を優先して見直します
この記事の適用範囲
この記事は、Bambu Studio(FDM)でPLAを印刷したときに起きやすい、
- オーバーハングが垂れる
- 穴が塞がる(内側に垂れて詰まる)
- ブリッジが落ちる/たわむ
といった症状を、設定の確認順でまとめたものです。
基本はPLA重視で書き、PETGの場合の注意点は補足で扱います。
模型製作を前提として記事を書いていますが、日用品その他の3Dプリンター製作物に共通した考えです。
症状を分ける(対策が変わります)
まず、問題が「オーバーハング」なのか「ブリッジ」なのかで対策が変わります。
- オーバーハング:斜面や段差が垂れる/角が丸くなる
- ブリッジ:空中に線を渡す部分が落ちる/たわむ/穴が塞がる
同じ「垂れ」に見えても、ブリッジは専用の設定が効きやすいです。
結論:PLAの基本は「冷却→外壁速度→ブリッジ設定」の順
- オーバーハング:冷却と外壁速度の影響が大きい
- ブリッジ:ブリッジ速度とブリッジ流量(フロー)が効きやすい
この順で確認すると、試行回数が減ります。
1)冷却(ファン)— PLAはまず冷却を優先
オーバーハングやブリッジは、材料が固まる前に垂れることが原因です。PLAは冷却が効きやすい材料です。
まず確認すること
- ファンが適切に回っているか(設定だけでなく物理的にも)
- 冷却が弱すぎないか
画像をクリックすると大きくなります
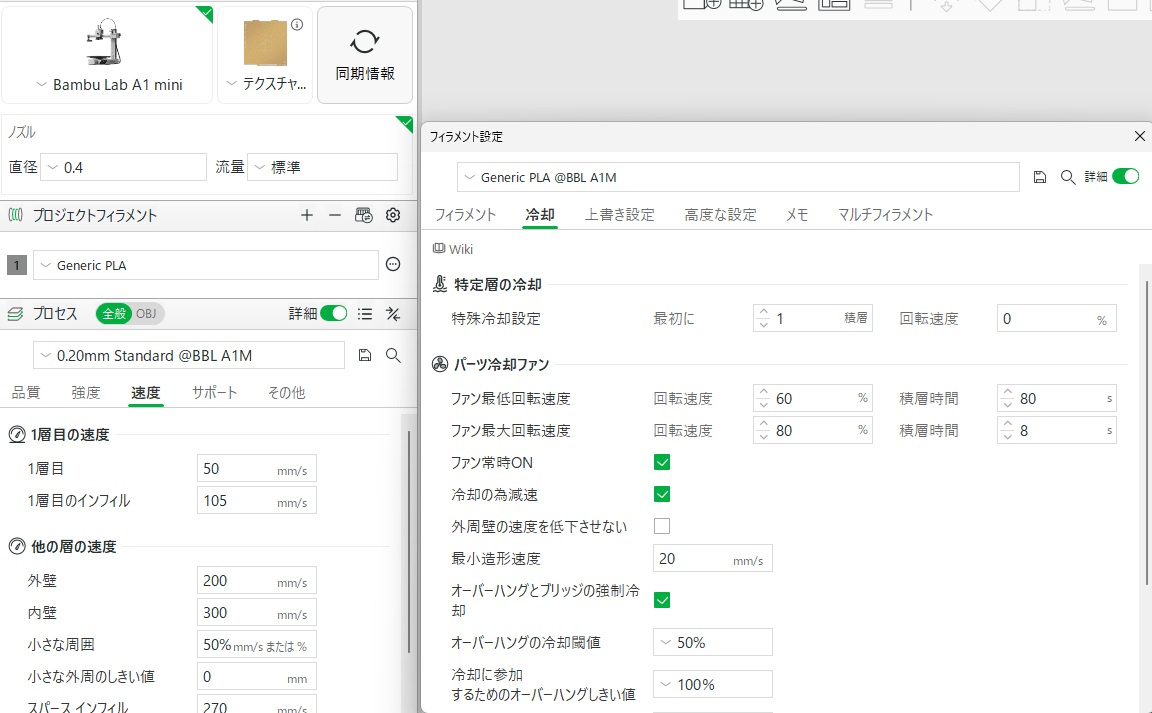
設定の考え方(Bambu Studioで再現できる形)
Bambu Studioのフィラメントの横…をクリックし、編集を押すと冷却の設定を触ることができます。
- **パーツ冷却の最大又は最低回転速度**を上げる(必要なら)
- それでも改善しない場合、外壁速度・ブリッジ設定も合わせて見直す
※反り対策では立ち上がり数層の冷却を弱める方向がありますが、オーバーハング/ブリッジ不良は逆に「冷却不足」が原因のことが多いです。目的に合わせて切り替えます。
2)外壁速度とトップ面速度 — デフォルト基準で50〜60%に落とす
オーバーハングが汚い、段差が荒れる場合は、外壁の動きが速すぎることがあります。
外壁やトップ面の仕上がり向重視の作品は私は外壁速度やトップ面速度をおとしているのですが、それと同様に、Bambu Studioのデフォルト値を基準に50〜60%へ落とす調整が有効になります。
まず下げる(優先度:高)
- 外壁速度:デフォルトの50〜60%
- トップ面速度:デフォルトの50〜60%
触らなくてもよい(優先度:低)
- 内壁
- インフィル
まずは外観に直結する外壁・トップ面だけで十分です。
3)ブリッジ設定 — 「速度」と「流量(フロー)」が主役
ブリッジは空中に線を渡すため、通常の押し出しと同じ考え方だと不良が出ます。
Bambu Studioにはブリッジ専用の設定があり、ここが効きやすいです。

3-1. ブリッジ速度
ブリッジ速度が速すぎると線が安定せず、遅すぎると垂れやすくなることがあります。
まずはデフォルトを基準にして、問題が出る場合に少しずつ動かします。
速度の変更は「Bambu studio」速度タグの中にあります。
- 落ちる/線が切れる:速度を少し下げて安定側に
- たわむ/垂れる:速度を少し上げるか、冷却を強める方向で比較
※どちらが効くかは形状と冷却で変わるため、小さいテストで確認します。
3-2. ブリッジ流量(ブリッジフロー)
穴が塞がる、線が太って垂れる場合は、ブリッジの流量が多いことがあります。
ブリッジ流量は、少し下げる方向で改善することがあります(下げすぎると線が細くなり、切れやすくなるため注意)。
※Bambu studioのデフォルト設定はすでに50mm/s程度に落としているので落とせる余地はあまりありません。
4)穴が塞がる(内側に垂れる)ときの確認順
穴詰まりは、オーバーハングとブリッジの要素が混ざります。次の順で確認します。
- 冷却(PLAは不足しやすい)
- 外壁速度(50〜60%へ)
- ブリッジ流量(少し下げる方向で比較)
- 形状(穴の上が急な水平ブリッジになっていないか)
5)サポートを使う判断(必要最小限にする)
オーバーハングは、設定だけで限界がある形状もあります。
「見える面か/後処理できるか」を基準に、サポートを使う判断をします。
- 見える外観面:サポート跡が残るため、設定で耐えるか、向きを変える
- 見えにくい面:サポートで形状を守り、後処理で整える
サポートが必要な場合は、サポート記事(外し方と跡)も参考になります。
逆にサポートを作りたくない形状もあります。
その場合は設計段階で工夫することでサポートを作る必要がないとBambu studioに判断される形状にするという手があります。
例)丸い穴を六角形に設計することで中にサポートを作らない設計。
PETGの場合の注意(PLAより冷却を上げすぎない)
PETGでも基本の考え方は同じですが、PLAと同じように冷却を上げすぎると、表面が荒れたり、積層の結合が弱くなったりする場合があります。
- 冷却はPLAほど強くしない(必要最小限で比較)
- ブリッジ流量は「多すぎると穴が塞がる」点は同じなので、少し下げる方向で確認
- 糸引きが増える場合は、温度や乾燥の影響も確認する
最短の調整手順(この順で比較すると早い)
- PLAは冷却を優先して確認
- 外壁・トップ面速度をデフォルトの50〜60%へ
- ブリッジ速度をデフォルト基準で微調整
- 穴詰まりはブリッジ流量を少し下げる方向で比較
- 形状的に厳しい場合は、向きやサポートを検討
まとめ
オーバーハングとブリッジ不良は、PLAでは特に「冷却」と「外壁速度」が効きやすく、ブリッジは専用設定(速度/流量)を優先して見直すと改善しやすいです。
Bambu Studioのデフォルト値を基準に、外壁・トップ面を50〜60%へ落とすと調整が分かりやすくなります。
この考え方は模型全般だけでなく、日用品や治具など他の3Dプリント作品にも共通する考え方です。
リンク
- 3Dプリンター総合ガイド(機材・使い方・トラブル)
- FDM(フィラメント方式)トラブル対策
- (ハブ)Bambu Studio 設定の基本|反り・一層目・糸引き・TPUを直すチェックリスト
- (関連記事)Bambu Studio 反り対策|ブリム・冷却・ベッド温度・設計で端の浮きを止める(50〜60%調整の考え方)
- (関連記事)Bambu Studio 一層目の直し方|密着しない・部分的に定着しない原因と設定
- (関連記事)Bambu Studio サポートの外し方|跡を減らす設定と外し方(FDM)
- (関連記事)Bambu Studio TPU印刷の安定化|失敗しないための「最大体積速度」と「印刷速度の基本」
コメントを残す