

Resin print defects like bubbles, whitening, and cloudiness often share the same root causes.
この記事で分かること
レジンプリントで白く曇る原因(気泡・白化・曇り)は、1つの原因ではないため対処が難しいトラブルです。
この記事では、実際の検証環境をもとに「温度・扱い・露光・洗浄」の4つに分けて
原因と対処法を実例ベースで整理します。
先に結論
・気泡・白化・曇りは別問題ではない
・原因は「温度・扱い・露光」の3系統
・条件ごとに対処すると安定する
1. 気泡・白化・曇りは同じ原因で起きることが多い
光造形(レジン方式)でよくあるこの3つのトラブルは、別々に見えて実は同じ原因で起きていることが多いです。
- 気泡:表面や内部に小さな空洞ができる
- 白化:表面が白く粉っぽくなる
- 曇り:透明感がなくなり、くすんだ見た目になる
どれか1つだけが原因ではなく、
「温度」「レジンの扱い」「露光条件」が重なって発生します。
👉1.5 症状の見分け方
- 表面に丸い穴 → 気泡
- 全体が白っぽい → 白化
- 透明感がなくくすむ → 曇り
2. 今回の検証環境(再現条件)
本記事は以下の条件で発生・検証しています。
- 機種:Elegoo Saturn Ultra 12K
- レジン:ELEGOO ABS-like
- 室温:18〜22℃
- 傾き:約10°
- パーツ:レジンにおける造形物全般
3. 温度が低いと白化・曇りが出やすい

まず最初に確認したいのが室温です。
室温が20℃を下回ると、レジンの流れが悪くなり、表面にムラが出やすくなります。
その結果として、白くなったり、曇ったような仕上がりになります。
対処方法
- 室温を25℃前後に上げる→ミニヒーターの活用
- レジンボトルを軽く温めてから使う
冬場はこれだけで改善することも多いです。
ミニヒーターの活用
実は私の環境では、レジンプリンターに温め装置を付けているため、白化はほぼ発生していません。
これは、レジン温度が安定していることが大きいと考えています。
ミニヒーターを活用し25℃付近になっていることを確認してプリントをしています。
冬場や室温が低い環境で白化・曇りが出る場合は、露光時間を調整する前に、まず温度を確認しましょう。
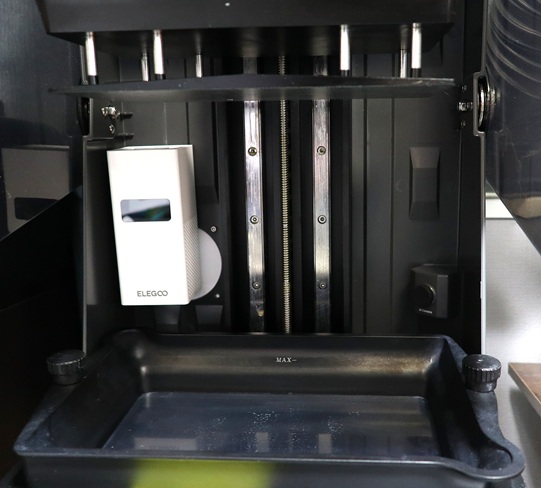
各社ミニヒーターを出しており、私が使用している機種は備付が可能です。
4. レジンを振りすぎると気泡が残る
意外と見落としがちなのが、レジンの扱い方です。
使用前にボトルを強く振ると、レジンの中に細かい気泡が入り、そのまま造形に残ってしまいます。
対処方法
- 強く振らず、軽く回すように混ぜる
- タンクに入れた後、5〜10分ほど置いてから印刷する
細かいパーツほど影響が出やすいポイントです。
私も気にしているのは特にボトルを激しく振るのではなく交互に斜めにするように混ぜています。
5. 露光時間が長すぎると白くなる
白化の原因として一番多いのが露光時間の設定です。
露光が強すぎると、表面が過硬化して白っぽくなり、細かいディテールも潰れやすくなります。
造形との兼ね合いなので難しいところです。
露光時間の調整については、こちらの記事でも詳しく解説しています。
比較的人気記事なのでご参考になれば…
👉光造形レジンの露光時間の決め方|失敗から分かる適正設定
対処方法
- 通常露光時間を5〜10%下げる
一気に下げすぎず、少しずつ調整するのがポイントです。
6. 洗浄不足やIPAの劣化でも曇る
洗浄工程も重要です。
IPAが汚れていたり、洗浄が不十分だと、表面に膜が残り、曇ったような仕上がりになります。
対処方法
- IPAを定期的に交換する(通常のレジンの場合)
- 洗浄時間を長めにとる
白化と見分けがつきにくいので注意が必要です。
7. 改善しない場合に疑うポイント
ここまで試しても改善しない場合は、別の原因の可能性があります。
- レジンが劣化している
- FEPフィルムが曇っている
- 紫外線が当たりすぎている
この場合は材料や消耗品の見直しが必要です。
FRPの交換の目安と管理方法についてはこちらの記事を参考にして下さい
👉光造形レジンのFEPフィルム交換目安と管理方法|失敗を減らすポイント
まとめ
気泡・白化・曇りは別々の問題に見えますが、実際には同じ原因で起きていることが多いトラブルです。
温度、扱い、露光条件を順番に確認することで、安定して改善できます。
この考え方は模型全般だけでなく、日用品や治具など他の3Dプリント作品にも共通する考え方です。
コメントを残す