

TPU stable printing basics in Bambu Studio.
この記事のポイント
- TPUは「最大体積速度(mm³/s)」と「速度」を控えめにすると安定します。
- 具体的な数字の例で説明します。
- Bambu StudioでCold Pull確認が出ても、まずはロード後の押し出し確認で判断できます。
TPU印刷設定では、温度だけでなく印刷速度と最大体積速度を見直すことで、失敗を減らしやすくなります。
この記事では、特にBambu StudioでTPU印刷を成功させる為、TPUに起こりやすい詰まり・送り不安定・表面荒れを分けて、速度や流量を含む基本設定の見直し順を実例ベースでまとめています。
SHIPYARD & SOULSHIPは、3Dプリンターを使った模型製作・ディスプレイ用品づくり・トラブル対策を実例で紹介するブログです。
TPUってどんなフィラメント?
TPUは、ゴムのような弾力を持つ柔らかいフィラメントです。滑り止めやクッションパーツ、足ゴムのような小物に向いていますが、PLAやPETGと比べると送りが不安定になりやすく、印刷速度や最大体積速度の設定が重要になります。
■ 向いている用途
- 滑り止め
- クッションパーツ
- ケース
- 足ゴム
TPUはメーカーによって柔らかさや扱いやすさが違います。
初めてなら安定して出力できるものを選ぶのが重要です。
Bambu lab純正のものであればもっとも安心できますが少々コストが高め。

TPUフィラメントは様々なメーカーから出ていますが、私はTINMORRYやELEGOOで問題なくプリントできています。
メーカーによって多少固さや柔軟性が異なるようです。90Aに比べ95Aの方が固めで失敗しにくいです。
この記事の適用範囲
この記事は、Bambu StudioでTPUを印刷するときに起きやすい不具合(送りが不安定、糸引きが多い、表面が荒れる、寸法が乱れる)について、最初に確認する項目と設定の決め方をまとめたものです。
TPUは素材差や乾燥状態の影響を受けやすいため、まずは成功率を優先した設定にしてから、必要に応じて少しずつ戻す方法が安全です。
前提(ノズル径)
TPUはBambu lab A1、A1miniでは0.4mm以上のノズルを前提にします。
0.2mmノズルではTPUプロファイルが表示されず、仮にプリントしても吐出量が少ないため印刷の難易度が上がります。
検証環境(実例条件)
- プリンター:Bambu Lab A1 / A1 mini想定
- スライサー:Bambu Studio
- 素材:TPU(実例:Timmory 95A)
- ノズル:0.4mm以上
- 乾燥:推奨(糸引きや表面の粒が減りやすい)
TPUで起きやすい症状
- 送りが不安定:薄くなる/欠ける/途中で出なくなる
- 糸引きが多い:移動のたびに糸が残る
- 表面が荒れる:ざらつく/線が乱れる
- 寸法が乱れる:角が丸くなる/穴が小さくなる/外形が太くなる
TPUは複数の要因が重なりやすいので、次の順番で確認します。
この記事で見直すTPU印刷設定
TPU印刷で失敗しやすい原因は、温度だけではありません。Bambu Studioでは、最大体積速度、印刷速度、フィラメントの乾燥状態、送り経路を順番に確認すると原因を絞り込みやすくなります。
| 症状 | 最初に見直す設定・確認項目 | 見直しの目安 |
|---|---|---|
| 送りが不安定になる 薄くなる・欠ける・途中で出なくなる | フィラメント経路 最大体積速度 外壁速度・小さい外周速度 | スプールやチューブの抵抗を減らし、最大体積速度を3.6mm³/sから確認。問題があれば3.0mm³/s付近から少しずつ下げて試します。 |
| 糸引きが多い | 乾燥状態 ノズル温度 移動条件 最大体積速度と速度 | まず乾燥不足を疑います。開封後しばらく置いたTPUは、設定変更より先に乾燥してから確認すると原因を判断しやすくなります。 |
| 表面が荒れる 線が乱れる・ざらつく | 外壁速度 最大体積速度 温度 | 速度が高すぎると押し出しが追いつかず、表面が荒れやすくなります。外壁速度を控えめにして、小さなテスト形状で確認します。 |
| 寸法が乱れる 角が丸い・穴が小さい・外形が太い | 外壁速度 温度・冷却 テスト形状での確認 | まず外壁速度を落として、同じモデルで比較します。必要に応じて温度や冷却も素材に合わせて調整します。 |
| Cold Pull確認が毎回出る | ロード後の押し出し状態 必要に応じてコールドプル | 毎回すぐにCold Pullするのではなく、まずフィラメントロード後に材料が連続して押し出されるか確認します。途切れる場合は詰まり対策も検討します。 |
この記事では、上の項目を「乾燥とフィラメント経路」→「最大体積速度」→「印刷速度」→「糸引き対策」の順に見直していきます。
0)設定を変える前に確認すること(乾燥とフィラメント経路)
乾燥
TPUは湿気の影響で、糸引きや表面の粒が増えることがあります。
設定を大きく変える前に、乾燥と保管状態を確認すると改善が早くなります。
TPUの糸引きや表面の粒が気になる場合は、まず乾燥条件を確認します。
乾燥温度と時間の目安は、フィラメント乾燥の温度と時間|PLA・PETG・TPUの目安と注意点でまとめています。
TPUはPLAよりも湿気の影響が出やすく、乾燥不足のまま設定だけを変えると、原因の判断が難しくなります。
開封後しばらく置いたTPUで糸引きや表面の粒が出る場合は、印刷設定を大きく変える前に、
フィラメントドライヤーで乾燥してから確認すると原因を解明しやすいです。
こちらは私の使用しているフィラメントドライヤーです。コスパよし

フィラメント経路
はじめてTPUフィラメントを見た方はPLAやPETGに比べて非常に柔らかい素材であることに気づくと思います。
そのためにスプールの回転が重い、チューブや入口で引っかかるなど、送りに抵抗があると印刷が不安定になりがちです。
まずは抵抗が少ない状態にします。
1)最大体積速度(Max volumetric speed)を控えめにする(最優先)
最大体積速度とは(簡単な説明)
最大体積速度は、ノズルから押し出せる樹脂量の上限を「体積」で表したものです。
単位は mm³/s(1秒あたりに押し出す体積) です。
- 値が高い:多く押し出そうとする(速く印刷しやすい)
- 値が低い:押し出し量を控える(結果として減速し、安定しやすい)
TPUは押し出しが追従しにくいので、最大体積速度が高いと薄くなる/途切れる/表面が荒れる原因になりやすくなります。
どこで変更する?
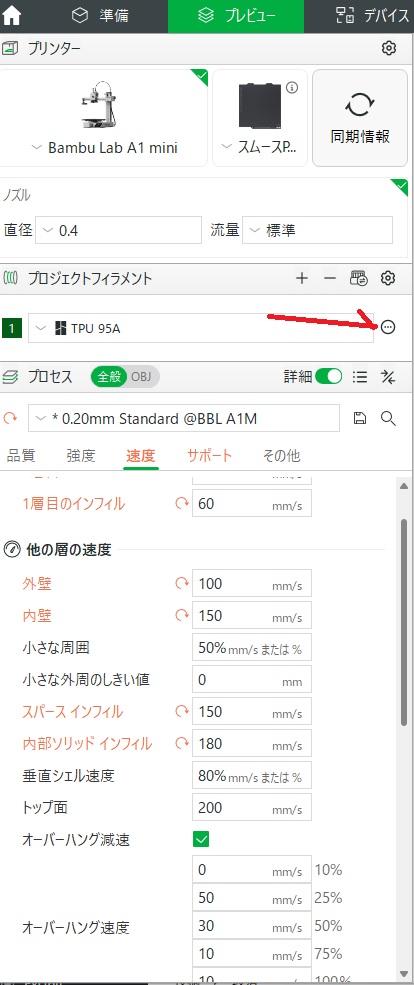
Bambu Studioの フィラメント設定(TPUプロファイル) で、Max volumetric speed(最大体積速度) を変更します。
Bambu Studioの図の部分。三点のポッチを押すと編集や削除が出るので編集を押します。
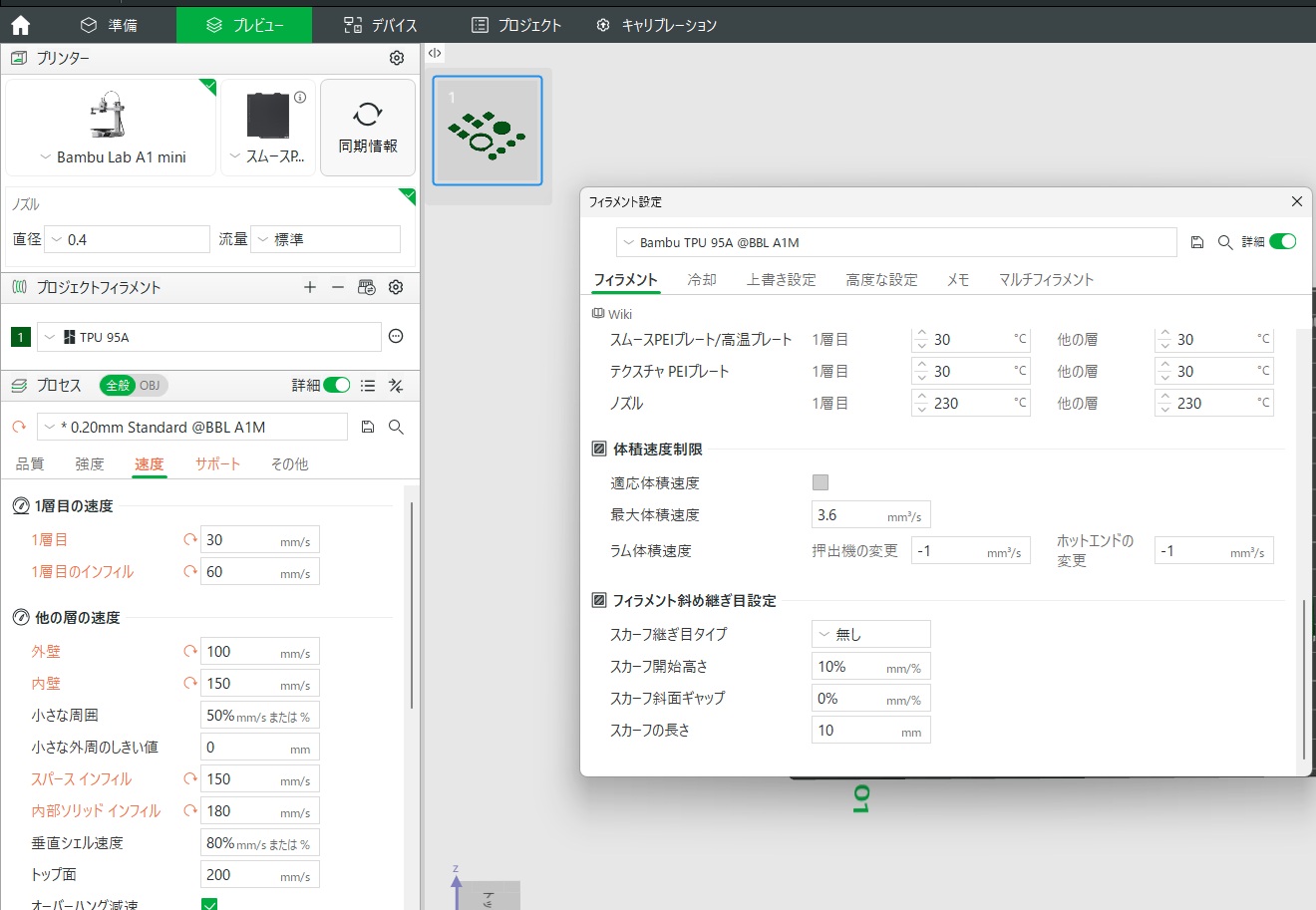
編集を押すと様々なパラメーターが出てきます。フィラメントの欄を降りていくと最大体積速度を設定する画面が出てきます。因みに冷却条件もここで変えることができます。
目安の数値(TPU 95A・0.4mmノズル)
まずは次の目安から始めると安定しやすいです。
- Bambu studio デフォルト設定3.6mm/s
- 安定優先なら:3.0 mm³/s
- 慎重にプリントしたい場合の範囲:2.0〜3.0 mm³/s
- 速さを狙う上限の目安:3.0〜4.0 mm³/s(環境が良い場合)
TPUの種類や乾燥状態で適正は変わるため、次の手順で「自分の環境の値」を決めるのがおすすめです。
因みに私はデフォルトの3.6mm/sでプリントし印刷速度の方を遅く調整しています。
決め方(再現しやすい手順)
- 最大体積速度を 3.6mm³/s (bambu デフォルト)に設定
- 5〜15分で終わる小さなテスト形状で印刷
- 問題があれば 3.0さらに問題があれば0.5ずつ下げてみる
- 行けそうならデフォルト設定で問題なし
参考1 : 90Aなどさらに柔らかいTPU素材の場合
まず2.0~3.0と一段遅い速度から始める方が安心。Bambu フィラメント使用の場合、Bambu Studioのデフォルトは2.8mm/sとなっています。
参考2:速度との関係(式は1行だけ)
体積流量(mm³/s)= 印刷速度(mm/s)× ライン幅(mm)× 層高(mm)
この計算で、今の設定が上限を超えそうか見当がつきます。
TPU以外の反り・一層目・糸引きも含めて設定を順番に見直したい場合は、
Bambu Studio 設定の基本|反り・一層目・糸引き・TPUを直すチェックリストにまとめています。
2)印刷速度を下げる(外壁・小さい外周・一層目)
TPUは速度が高いと、押し出しが不安定になったり、角が丸くなったりしやすい傾向があります。
まずは次の順に、印刷品質と安定性に直結する部分から見直します。
- 外壁速度:見た目と寸法に影響します
- 小さい外周の速度:小物で乱れやすい項目です
- 一層目速度:密着と安定性に影響します
どこで変更する?
Bambu Studioの プリント設定 → Speed(速度) で変更します。
どう変える?
- まずは外壁と小さい外周を控えめにして、同じモデルで比較します
- 安定したら、必要な範囲で少しずつ戻します
- 印刷時間より安定を優先するなら、遅い設定のほうが成功率は上がりやすいです
TPUでも一層目が安定しない場合は、素材だけでなくベッド清掃や一層目速度も確認します。
基本の確認順は、Bambu Studio 一層目の直し方|密着しない・部分的に定着しない原因と設定で整理しています。
3)糸引きが多いときの確認(専用設定が見つからない場合でもできること)
糸引きは、専用の項目が見つからない場合でも、次の確認で改善することがあります。
- 乾燥:湿気で糸引きが増える場合があります
- 温度:必要以上に高いと糸が出やすくなる傾向があります
- 移動(Travel):条件によって糸の残り方が変わることがあります
- 最大体積速度と速度:押し出しが安定すると糸が減る場合があります
糸引きが乾燥不足によるものか、温度や移動条件によるものか迷う場合は、
フィラメントが折れる・糸引きする原因|湿気との関係と対処法も参考になります。
TPUの糸引きについては結構こちらの記事で深堀しています。
興味があればこちらもご覧ください。
TPUの糸引き対策|Bambu Studioで試した温度・速度・拭き上げ設定
補足:Bambu Studioの「Cold Pull」確認が毎回表示される場合
TPUのプロファイルを選ぶと、Bambu Studioで「Cold Pullを実施したか?」と確認が表示されます。これは毎回必ず実施する作業というより、押し出し不安定や詰まりの可能性を想定した注意喚起として表示されているのだと思っています。
私は通常、次のように確認してから印刷しています。
- フィラメントをロードする
- 先端から材料が安定して連続的に押し出せるかを確認する
- 問題なく押し出せれば、そのまま印刷する
押し出しが途切れる、細くなる、出たり出なかったりする場合は、最大体積速度と速度の見直しに加えて、必要に応じてコールドプルを検討して下さい。手順はBambu Lab公式Wikiを参照してください。
PS1の例ですがBambu wiki でコールドプルの仕方を説明しています。
TPUプリント例

私はTPUを主にクッションとして使用しています。
一つ一つが小さいものをプリントしているので短時間のものになり
プリント速度を落としているので失敗なくプリントできています。
TPUは、模型用の滑り止め・クッション・足ゴムのような小物にも使いやすい素材です。
3Dプリンターで作れる実用品の考え方は、3Dプリンターで何を作る?実用・趣味・自作ツールの考え方でも紹介しています。
TPUフィラメントについて
TPUフィラメントは様々なメーカーから出ていますが、私はTINMORRYやELEGOOで問題なくプリントできています。
メーカーによって多少固さや柔軟性が異なります。冒頭にも言いましたが90Aに比べ95Aの方が固めで失敗しにくいです。
TPUは設定だけでなく、保管状態や乾燥状態の影響も大きい材料です。
実際に使っているTPUフィラメントや乾燥用品は、使用材料まとめページに掲載しています。
⇒実際に使用している3Dプリンター・道具・材料まとめ|FDM・光造形・模型製作用
まとめ
TPUを安定させるには、次の順番で確認すると改善しやすいです。
- 乾燥とフィラメント経路
- 最大体積速度を 3.6 mm³/s から始め、3.0から順次0.5ずつずつ調整
- 速度(外壁・小さい外周・一層目)を控えめにする
- Cold Pull確認が出ても、まずはロード後の押し出しが安定しているかを確認する
コメントを残す