

TPU stringing can suddenly get worse when the season changes.
この記事で分かること
- 暖かくなってきた時期に、TPUの糸引きが急に増えたときの確認ポイント
- PLAでは温度を下げるだけで改善したが、TPUでは温度だけでは収まらなかった実例
- Bambu Studioで試した、同時造形数・温度・速度・移動加速度・拭き上げ設定の流れ
先に結論
- 私の環境では、PLAの糸引きはノズル温度を10℃下げることで収まりました。
- しかしTPUでは、温度を下げても糸引きは十分には収まりませんでした。
- 最終的に一番効果が出たのは、Bambu Studioの「リトラクション時に拭き上げ」系の設定でした。
TPUの印刷に関してはこちらの記事にも特集をしています。
TOP5に入る人気記事のひとつです。興味があれば是非ご覧ください。
Bambu StudioでTPU印刷を成功させる設定|印刷速度・最大体積速度・糸引き対策
季節の変わり目にTPUの糸引きが急に増えた
暖かくなってきたタイミングで、TPUのプリントに糸引きが目立つようになりました。
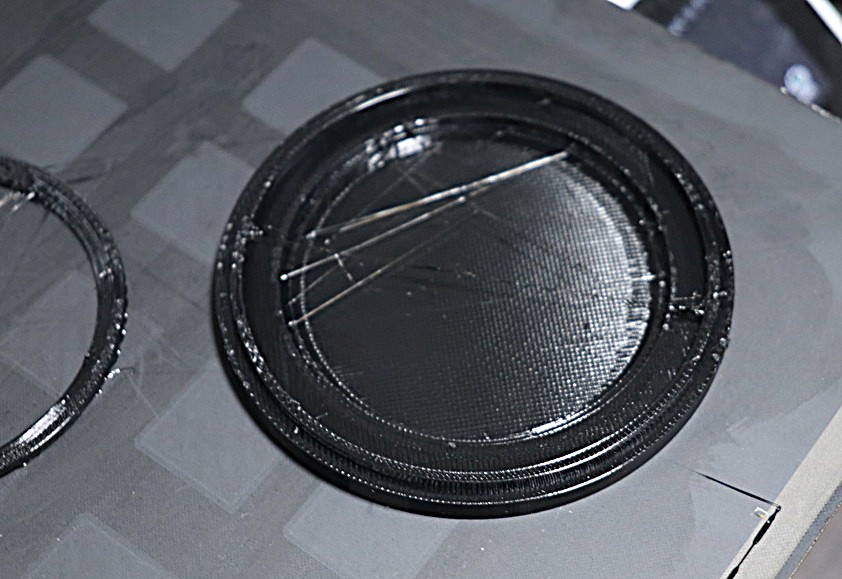
今回プリントしていたのは、缶バッジホルダー用のリングパーツです。丸いパーツを複数同時に印刷していたところ、パーツの間に細い糸が何本も残る状態になりました。
以前と同じように印刷しているつもりでも、季節が変わり、室温やフィラメントの状態が変わると、急に糸引きが増えることがあります。今回の私の環境では、まさにその状態でした。

【画像:細かい糸が出まくる】
今回の糸引きは、少し線が残る程度ではなく、パーツ間に細い糸が何本も渡る状態でした。
完成後に取り除けないわけではありませんが、見た目も悪く、後処理の手間も増えます。
特に販売用パーツの場合、この糸引きは無視できません。
という訳で私の試行錯誤が始まります。
TPUは湿気の影響を受けやすい!?
それは事実です。NYを除けば一番影響がでるフィラメントかも知れません。
ですから、使用前には乾燥させておく。保管はしっかりとすることをお勧めします。
フィラメントの乾燥についてはこちらの記事にも特集しています。
こちらもTOP5に入る人気記事です。
フィラメント乾燥の温度と時間の目安|PLA・PETG・TPUを素材別に整理
ちなみに私が使用している乾燥機は下記のeSUNの乾燥機です。

ところで、TPUとは
TPUは、ゴムのように柔らかく曲がる3Dプリンター用フィラメントです。
PLAよりも弾力があり、曲げても割れにくいため、リング状のパーツや滑り止め、クッション性のある部品に向いています。
その一方で、柔らかい材料なので印刷中にノズル先端の材料が伸びやすく、PLAより糸引きが出やすい素材です。
今回の缶バッジホルダー用パーツでも、TPUの柔らかさを活かせる反面、糸引き対策が必要になりました。
TPUは柔らかく扱いやすい反面、糸引きやすさはフィラメントの種類にも影響されます。これから試す場合は、まず実績のあるTPUから使うと楽かもしれません。(Bambu TPU95A、Overture TPU、eSUN TPU、ELEGOO TPUなど)
PLAでは温度を10℃下げたら糸引きが収まった
TPUの前に、PLAでも糸引きが出たことがありました。
そのとき使っていたのは、いわゆるジェネリック系のマットPLAです。

こちらもパーツ間に糸が出ていましたが、私の環境ではノズル温度を10℃下げることで糸引きは収まりました。

この経験があったため、最初はTPUでも温度を下げれば改善できると考えました。
実際、糸引きが出たときに最初に見るべき項目として、ノズル温度は分かりやすいです。温度が高すぎると材料が柔らかくなりすぎ、ノズル移動時に細く伸びやすくなります。
ただし、今回のTPUでは、PLAと同じようにはいきませんでした。
4個同時造形から2個同時造形に減らした
まず、見直したのは、同時に印刷するパーツ数です。
最初は4個同時に造形していました。
しかし、4個同時に印刷すると、ノズルがパーツからパーツへ移動する回数が増えます。
TPUの糸引きは、この移動時に出ていました。
そこで、同時造形数を4個から2個に減らしました。
私の環境では、同時造形数を減らすことで糸引きは少し収まりました。
これは分かりやすい結果でした。
ノズルの移動距離と移動回数が減れば、糸を引く機会も減ります。
ただし、これだけでは完全には収まりませんでした。
同時造形数を減らすことは効果がありましたが、今回の本命対策ではありませんでした。
外壁速度は落とし、移動加速度は戻した
次に速度まわりを見直しました。
ここで意識したのは、次の考え方です。
プリントしているときはゆっくり。
別の場所へ移動するときは、早くぎゅっと動かす。
TPUは柔らかい材料なので、全体をただ遅くすれば良いとは感じませんでした。
外壁はゆっくり印刷した方が、表面をきれいに出しやすくなります。
一方で、造形していない移動時間が長くなると、ノズル先端に残った材料が伸びて糸になりやすくなります。
そのため、私の環境では外壁速度は落としつつ(60mm/s程度)、
逆に下げていた移動時の加速度は上げて、元に戻しました(2000→3000mm/s)。
造形中は落ち着いて出す。
移動するときは余計な時間をかけずに動く。
この考え方にしたことで、糸引きの出方は改善方向に進みました。
ただし、それでもまだ糸は残りました。
TPUでは温度を下げても糸引きが残った
先で話したようにPLAでは温度を下げたことで改善したため、TPUでも同じ方向で調整しました。
まずノズル温度を下げます。
bambu labのTPU95Aのデフォルトのノズル温度は240℃です。
それを最終的には220℃まで落としました。
TPUは溶けやすく、もともと糸を引きやすいフィラメントです。
TPUの糸引き対策はその性質から考えると次の3つ
- 温度を下げる(5℃ずつ段階的に)
- 冷却を強める(もとよりファンは100%)
- 移動時の加速度を上げる(加速度を上げて糸を切るイメージ 3000mm/sまで)
PLAでは温度調整で改善しました。
しかしTPUでは、温度調整、冷却、加速度の設定だけでは決定打になりませんでした。
TPUは柔らかく、ノズル先端に残った材料が移動中に伸びやすい素材です。温度を下げれば多少は変化しますが、下げすぎると今度は押し出しが不安定になります。
そのため、TPUでは「温度を下げれば終わり」ではなく、移動中に材料が伸びる動きまで見直す必要がありました。
最終的に効いたのは「リトラクション時に拭き上げ」
最終的に一番効果が出たのは、Bambu Studioのフィラメント設定にある「リトラクション時に拭き上げ」系の設定でした。
正直、この表示名は少し分かりにくいです。
「抜き上げ?」なにそれ?!と言いたくなるような翻訳ですが、実際にはノズル移動時に先端へ残る材料を減らすための動作のようです。Bambu labの公式とは以前機械の故障の件で何度かメールのやり取りをしたことがありますが
日本語の十分なスタッフの不足化、自動翻訳のせいかたまに変な翻訳があります。
この拭き上げもその一つの気がします。
フィラメントをこすりつけて拭う動作を言っているようです。
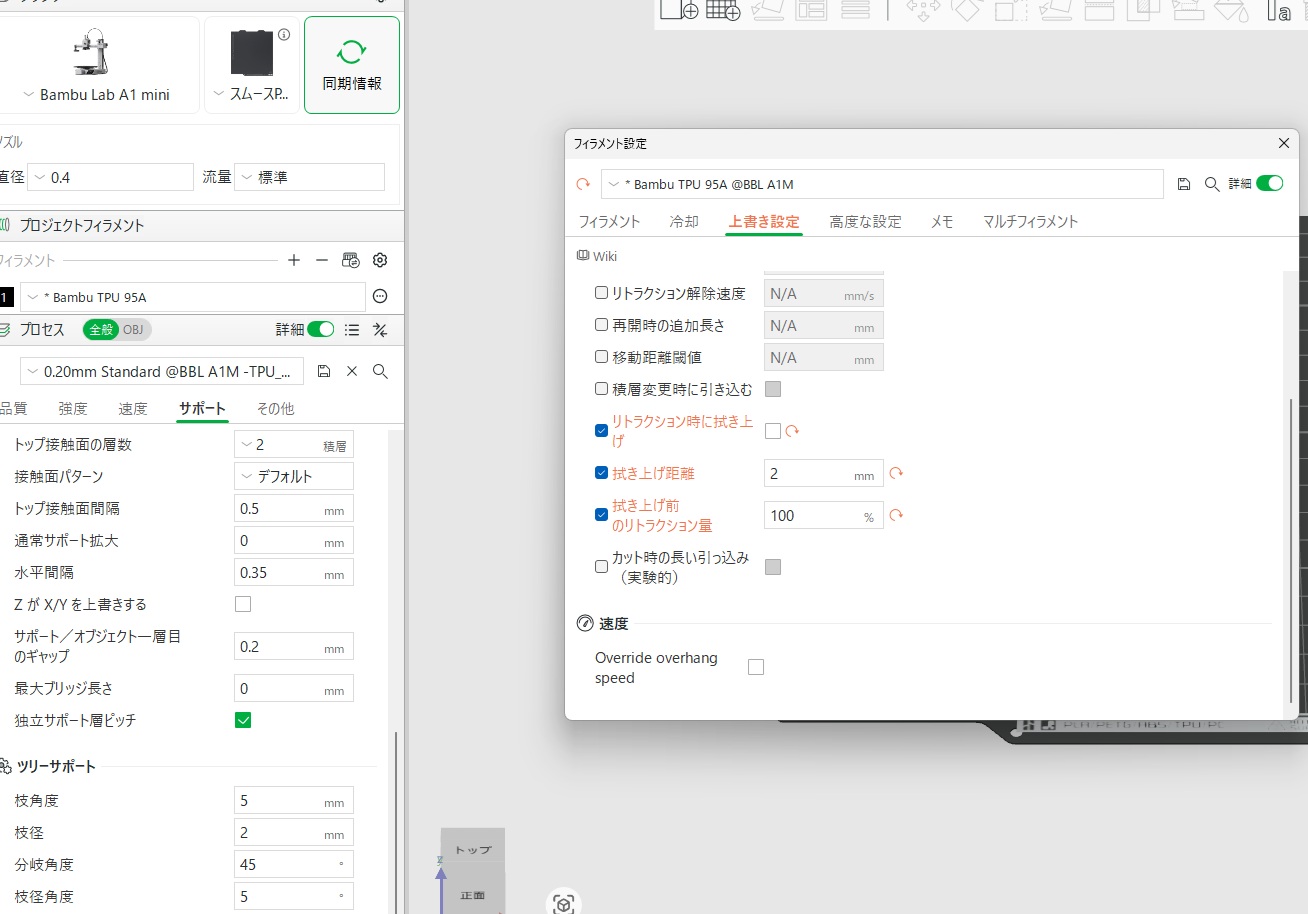
【TPU条件抜き上げ】
この設定は探すのが難しい箇所にあります。
フィラメントの横の…を押し、編集、上書き設定を押します。
普段、フィラメントや冷却設定を触る方もこの上書き設定まで見ることは少ないように思います。
ところで
今回の私の環境では、温度を下げ忘れた状態でも、この設定を有効にしたことで糸引きがかなり減りました!
やっとたどり着きました! ここが一番大きな発見でした!
最初は温度を下げる方向で改善すると思っていました。
しかし最終的には、温度を下げることよりも、リトラクション時の拭き上げ設定の方が効きました。
因みにこの時温度条件は下げていません。
意図したものではなく温度設定を下げるのを忘れただけです。
結果今までで一番糸引きを減らすことができました!

【TPU最終的にはこちら】
完全にゼロではありません。
それでも、最初の状態では無数に糸を引いていたのにと比べると糸引きは2-3本とかなり目立たなくなりました。
私の環境では、TPUの糸引き対策は温度だけでは足りませんでした。
同時造形数、速度、移動加速度、そして拭き上げ設定を順番に確認したことで、実用できるレベルまで改善できました。
TPUの糸引きは「温度」だけでなく「移動中のにじみ」を見る
今回の結果から、TPUの糸引きでは次の順番で見るのが分かりやすいと感じました。
- ノズル温度が高すぎないか
- 同時に印刷するパーツ数が多すぎないか
- パーツ間の移動距離が長すぎないか
- 外壁速度と移動速度・移動加速度の考え方が合っているか
- リトラクション時の拭き上げ設定を使っているか
PLAでは、私の環境では温度を下げるだけで糸引きが収まりました。
しかしTPUでは、温度を下げても糸引きは残りました。
最終的には、ノズル移動時に材料が伸びる動きを抑えることが重要でした。
TPUは柔らかく、扱いやすい場面も多い素材です。
その一方で、糸引きが出たときはPLAよりも原因を一つずつ確認する必要があります。
今回の設定変更まとめ
今回、私が試した流れは次の通りです。
| 試したこと | 結果 |
|---|---|
| TPUの同時造形数を4個から2個に減らす | 糸引きは少し減った |
| 外壁速度を落とす | 表面を落ち着かせる方向に改善 |
| 移動時の加速度を戻す | 移動中の糸引きを減らす方向に改善 |
| TPUで温度を下げる | 糸引きは残った |
| リトラクション時に拭き上げを有効化 | 今回もっとも効果が大きかった |
この結果から、私の環境ではTPUの糸引きに対して「温度を下げる」だけでは不十分でした。
特に複数パーツを同時に印刷する場合は、ノズルがパーツ間を移動する回数が増えます。
そのため、TPUでは移動時の挙動まで含めて調整した方が、糸引きを減らしやすくなりました。
今回のパーツは缶バッジホルダー用のリングです
今回印刷していたTPUパーツは、缶バッジホルダー用のリング部分と後ろの抑え部分です。
缶バッジホルダーは、推しの缶バッジを卓上に飾るためのディスプレイスタンドとして作っています。
そのため、今回のTPU設定調整は、単なるテストではありません。
気合も入るというものです。
(そんなものに何度もトライはできませんよね)
突然思いついた「缶バッジを飾る為のディスプレイ」。
その缶バッチを止めるホルダー部分(裏)です。

関連記事:
[3Dプリンターで作る57mm缶バッジホルダー|推しを卓上に飾るディスプレイスタンド]
個人的にはかなりの自信作です。是非こちらも見てもらえたら嬉しいです。
この缶バッジホルダーBOOTHにて商品として少数ながら販売しています。
もしこういったものが好きで、気になった方はのぞいてみて下さい。
また、ウッドPLAを使った質感の違いや、スムースプレート面を見える面として使った記事も書いています。
関連記事:
[ウッドフィラメントを使ってみた|スムースプレートで木の天板感は出せる?]
気になるウッドフィラメントをつかっての3Dプリントです。
まとめ:TPUの糸引きは温度だけでなく、移動時の動きを見る
今回のTPU糸引き対策では、最初に温度を下げ、同時造形数を減らし、速度や加速度も見直しました。
PLAでは、私の環境では温度を10℃下げることで糸引きが収まりました。
しかしTPUでは、温度を下げても糸引きは十分には収まりませんでした。
最終的に一番効果が出たのは、Bambu Studioの「リトラクション時に拭き上げ」系の設定でした。
TPUの糸引きは、ノズル温度だけでなく、移動中に材料が細く伸びる動きまで含めて考える必要があります。
今回のように複数パーツを同時に印刷する場合は、同時造形数、移動距離、移動加速度、拭き上げ設定を順番に確認すると、原因を絞り込みやすくなります。
日用品や治具など他の3Dプリント作品にも共通する考え方です。
コメントを残す