
この記事の適用範囲
PETGでプリントした時に、サポートが外しにくく嫌になることはありませんか?
この記事は、Bambu Studio(FDM)でPETGを印刷したときに起きやすい悩み、
- サポートが外れにくい
- 外すと欠け・白化が出やすい
- 接触面に跡が残りやすい
- 除去作業に時間がかかる
を対象に、AMSを使って「サポート接触面(インターフェース)だけPLAにする」方法を整理します。
艦船模型(雪風)の艦尾パーツを例にしていますが、同じ悩みは他ジャンルの模型でも起きるため、同じ考え方で応用できます。
先に結論
PETGでサポートが外れにくく、除去作業が重い場合は、AMSでサポートの接触面だけPLAにする設定を試す価値があります。
ただし材料切替が増えるため、雪風艦尾の例では印刷時間が約3倍、使用フィラメントが約1.5倍になるなどコストが上がります。
そのため、まずは縮小してのの小テストで外しやすさと跡の変化を確認し、コスト増と作業負担軽減のどちらを優先するかで判断するのがおすすめです。
なぜPETG同材サポートがつらいのか(体験としての問題)

PETGは強度や耐熱性の面で便利ですが、フィラメントの性質からサポートの接触面が強く付着し、除去に大きな力が必要になります。
私の場合、PETG同材でサポートが強く付着した箇所は、除去作業に1〜2時間程度かかった体感がありました(正確な計測ではありません)。また、カッター作業で力が必要になり、刃が滑って手を傷つけるなど安全面のリスクもあります。
ここで重要なのは、印刷時間が短くても、除去作業が重いと「トータルの作業負担」が大きくなりやすい点です。
船体の底にびっしりとついたサポートを外すのは、PLAの様に手ではがす訳にもいかず、ニッパーやカッターを用いましたがとても骨が折れました。
対策の選択肢(この記事で扱うのは2つ)
PETGサポートの外しにくさには、主に次の2つの方向があります。
A)設定で調整する(同材のまま)
- 接触距離(Z方向)
- インターフェース
- 密度、角度、ツリーサポート
などを調整して、外しやすさと跡のバランスを取ります。
B)材料を変える(AMSがある場合)
- 本体はPETGのまま
- サポート接触面(インターフェース)だけPLAにする
ことで、外しやすさが改善する可能性があります。

PLAフィラメント
この記事は Bの手順と注意点 を中心に、判断材料として「印刷コスト増」も整理します。
手順:本体PETG×接触面PLA(AMS)の設定(Bambu Studio)
1)プロジェクトフィラメントを用意する
- スロット1:Generic PETG(本体)
- スロット2:Generic PLA(サポート接触面用)
Bambu Studio上で材料がPETG/PLAとして認識されていることを確認します。
2)サポート設定を開く
右側の設定タブで 「サポート」 を開きます。
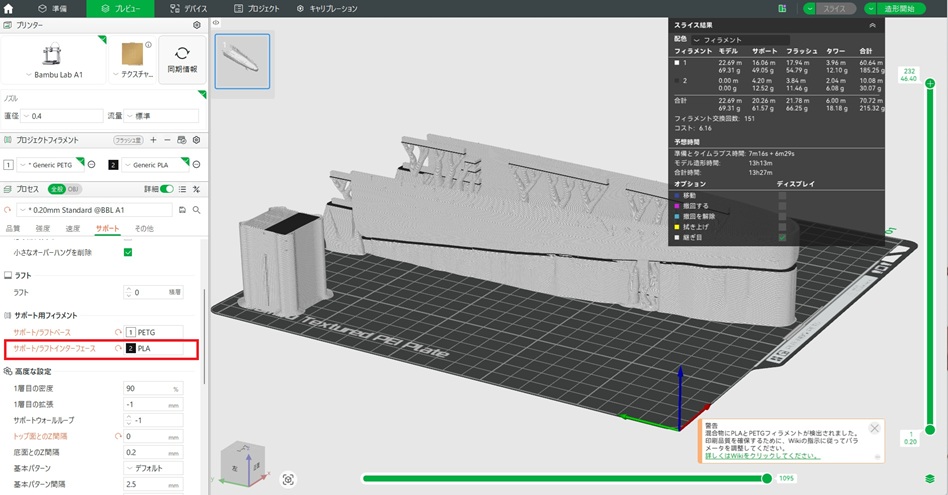
3)サポート用フィラメントを指定する
「サポート用フィラメント」で次を指定します。
- サポートドラフトベース:PETG
- サポートドラフトインターフェース:PLA
この設定で、サポートの大部分(柱や土台)はPETGのまま、モデルに触れる接触面だけPLAになります。
注意点:印刷時間と材料が増える(スライス結果で確認)
材料を切り替えると、色替えと同様に混ざり対策が入るため、次が増えやすくなります。
- フィラメント交換回数
- フラッシュ(廃材)
- 印刷時間
- 使用フィラメント量
雪風艦尾の例では、AMSで接触面だけPLAにすると、印刷時間が約2倍、使用フィラメントが約1.7倍になります。
このため「印刷だけの効率」はAll PETGの方が有利です。
雪風艦尾の印刷の実例
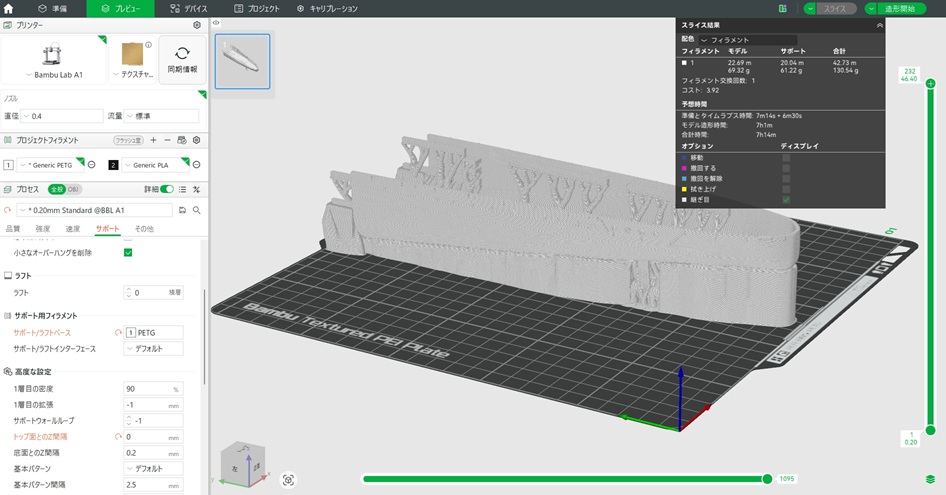
上記はサポート含めてすべてPETGにしたケースです。プリント時間はおよそ7時間、フィラメント使用量はおよそ130gです。
上記はサポート>サポートインターフェース(接触面) をPLAに変えた場合です。印刷時間はおよそ13.5時間、フィラメント使用量は215gになります。
もちろん、サポートやタワーロス量はサポートの付き方や形状で大きく変わります。上記の例はサポート接触面が底から中盤以上までなだからにあるので一番サポートのロスが多いパターンです。
時間やロスが多い一方で、除去作業の負担や安全面が改善するなら、トータルでは合理的な場合があります。
<注意点>
PETGはやや高温でのプリント、PLAはそれより温度が低く各設定が違います。
設定自体はBambu studioが自動で補正してくれますが、
上記のサポートインターフェイスを選択した時点で「Bambu studio」で右下に警告がでます。
PLA BasicおよびPETG HF/PETG Basic のサポート用印刷ガイド
リンク先で説明を読んでおくといいと思います。
内容はフィラメントは乾燥しておくこと、密閉型のプリンターの場合開けておくことなどです。
小テストのすすめ(いきなり本番にしない)
材料切替はコストが大きいので、最初は小さく試してみるというのも手です。
テストの方針
- 30~50%縮小など、短時間で終わる条件にする
- 比較は2条件で十分(条件2のみでもOK)
- 条件1:All PETG(従来)
- 条件2:PETGベース+PLAインターフェース(今回)

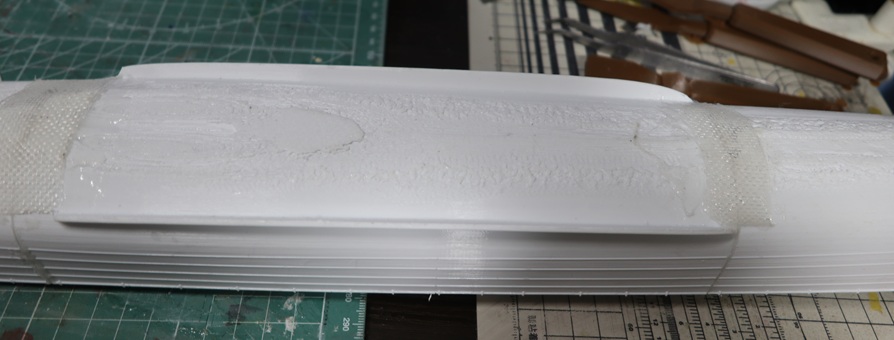
接触面の黒いPLAが分かります。

0.4mmノズルでPETGなのでそこまで滑らかでもないですが、PLAが層になってサポートを外す際に大きな苦労はありませんでした。とはいえ、PLAの様に手だけでぺりっとはがすという訳には行かず、ニッパーを使用し2-3分ではがせました。
小テストの際の観察ポイント
- 外すのに必要な力(手で外れるか/工具が必要か)
- 欠け・白化の有無
- 接触面の跡(目立つ/目立たない)
- 外すのにかかった時間(おおよそでOK)
テストプリントの方が小さくなる分、ロスは多くなります。
どちらを選ぶか(判断基準)
まずAll PETGでよいケース
- サポートが比較的簡単に外れる
- 跡が見えない位置にある
- 印刷時間を優先したい
材料切替を試す価値があるケース
- サポートが外れにくく、欠け・白化が出やすい
- 除去作業に時間がかかる
- 刃物作業が増え、安全面のリスクがある
- 仕上がり(跡の少なさ)も重視したい
- 普段からAMSの多色印刷に慣れており、材料切替の増加を許容しやすい
まとめ
PETGのサポート除去が大変な場合、AMSで 「本体PETG×サポート接触面PLA」 にする方法があります。
一方で、材料切替により印刷時間と材料が増えるため、まずは小テストで外しやすさと跡の変化を確認し、コスト増と作業負担軽減のどちらを優先するかで判断するのがおすすめです。
どちらを選択するかは、もちろん許容度、状況によって変わると思いますが、このような選択肢もあるということです。
コメントを残す