

Filament problems like snapping and stringing are often caused by moisture.
FDMの3Dプリンターを使用して下記の様な症状が発生して困ったことはありませんか?
・フィラメントが途中で折れる
・糸引きがひどくなる
・印刷が安定しない
様々な理由が考えられますがもっとも多い原因は一つに絞られると思います。
但し筆者のようなフィラメント吸湿以前のケースもあるのでこの機会にばらしてしまいます。
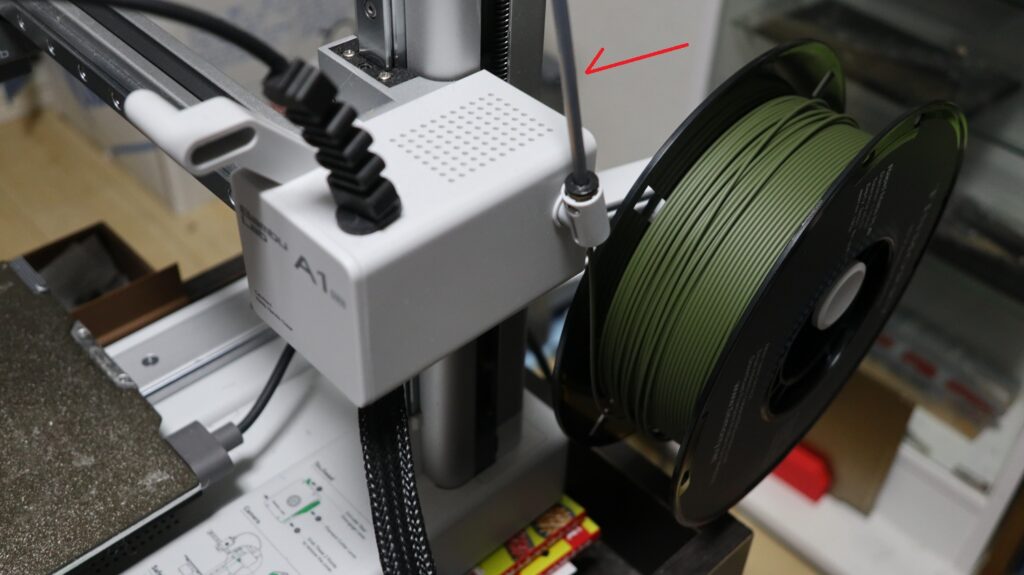
実例:チューブ未使用で折れたケース
筆者のアホな実例ですが、Bambu Lab A1 miniで外部スプールを使用していた際、フィラメントガイド用のチューブを使わずにそのまま運用しばらく運用していました。
チューブを使用すればフィラメントは滑らかにヘッドへ導かれますが、未使用の場合、フィラメントが途中で曲がります。
時には約90°近く曲がる場面もあります。
この状態でフィラメントの状態が少し悪いと(吸湿?あるいはフィラメントのロットによるのかも)、急な曲がり部分に負荷がかかり、途中で折れるトラブルが発生しました。それも何度もです。最初はフィラメントに原因を求めていましたが最も大きな原因は自分にあった訳です。
※フィラメントチューブは横着せずにきちんとっ装着しましょう!
この経験から、フィラメントの状態だけでなく、送り経路も重要であり、チューブは適切に取り付けていないことで折れの原因になることを学びました。TPUのような柔らかい素材も経路は重要です。
こういった原因もありますが
実際、原因の多くは「吸湿」であることが多いのです。
そうです!フィラメントが折れる・糸引きが出る原因の多くは、湿気によるものです。
設定を調整する前に、まず材料の状態を確認しましょう。
わかりやすく解説すると
フィラメントは空気中の水分を少しずつ吸っています。
この状態で印刷すると👇
- ノズルの中で水分が加熱される
- 水蒸気が発生する
- 押し出しが不安定になる
👉 その結果
- 折れる(材料がもろくなる)
- 糸引きが増える(押し出しが乱れる)
という2つの症状が同時に起きやすくなります。
1. フィラメントが折れる・糸引きする主な原因
先ほども言いましたが、この2つの症状はほぼ同じ原因で起きます。
👉 湿気(吸湿)です。
フィラメントは見た目では分かりにくいですが、空気中の水分を吸っています。
この水分が印刷中に加熱されることで、さまざまなトラブルを引き起こします。
2. 折れる原因|内部がもろくなる仕組み
そもそもフィラメントが折れるのは、材料が劣化しているからです。
起きていること
- 水分を吸ったフィラメントが劣化
- 内部の結合が弱くなる
- 少しの力でパキッと折れる
特にPLAはこの影響を受けやすく、
長期間放置すると、手で軽く曲げただけで折れる状態になります。
PETGも長期保管で吸湿した後は破断しやすくなり、糸引きが多くなります。
少し長く置いていたなと思う場合は乾燥させましょう。
乾燥の手間をかける方が失敗して材料と時間を無駄にするよりマシってものです。
3. 糸引きが増える原因|水分が蒸発する
糸引きはノズルや温度設定が原因の場合もありますが、フィラメントの状態が原因の場合もあります。
この時フィラメントに起きていること
- ノズル内で水分が加熱される
- 水蒸気が発生する
- フィラメントが不安定に押し出される
その結果、余分な樹脂が引き伸ばされて「糸引き」として現れます。
4. 症状チェック|湿気が原因なのか見分ける方法
次の症状がある場合、湿気が原因の可能性が高いです。
- フィラメントが途中で折れる
- パチパチ音がする
- 表面に細かい気泡が出る
- 糸引きが急に増えた
これらが複数当てはまる場合は、設定ではなく材料の問題と考えてください。
5. 対処法(If / Then形式)
A:フィラメントが折れる場合
👉 乾燥させる
- 乾燥機を使用
- 低温で数時間乾燥
B:糸引きがひどい場合
👉 まず乾燥、その後設定調整
- 乾燥後に再テスト
- 改善しなければリトラクション調整
C:両方起きている場合
👉 ほぼ確実に湿気
- 乾燥 → 保管方法の見直し
乾燥させる方法や使用する機材はこちらの記事を参考にしてください。
6. 材料による違い(PLA・PETG・TPUなど)
今回の症状(フィラメントが折れる・糸引きが増える)は、フィラメント全般で起こりますが、材料によって現れ方が異なります。
PLAの場合
PLAは湿気の影響を受けやすく、劣化が分かりやすい材料です。
長期間放置すると、手で軽く曲げただけでも折れるようになります。
また、印刷中にパチパチ音が出る場合も、湿気の影響であることが多いです。
PETGの場合
PETGはPLAほど折れることはありませんが、糸引きとして影響が出やすい材料です。
以前より糸引きが増えた場合は、設定ではなくフィラメントの状態を疑う必要があります。
TPUの場合
TPUは柔らかいため折れることはほとんどありませんが、湿気の影響自体は強く受けます。
その結果、にじみや糸引きが増えやすくなり、印刷精度が落ちる原因になります。
こちらの記事ではフィラメント乾燥の温度と時間の目安を素材別に整理しています。
その他の材料(ABS・ナイロンなど)
ABSはPLAほどではありませんが、長期間の保管で品質が低下することがあります。
一方でナイロンは非常に吸湿しやすく、乾燥が前提となる材料です。
これらの材料を使用する場合は、より厳密な湿気対策が必要になります。
このように、同じ湿気でも材料ごとに症状の出方が異なるため、使用しているフィラメントの種類に応じて判断することが重要です。
7. 保管で防ぐ|再発防止が最重要
一度乾燥しても、保管が悪いとすぐに再発します。
フィラメントの保管方法については、こちらの記事で詳しく解説しています。
8. よくある誤解
❌ 温度設定が悪い
→ 実は材料の問題が多い
❌ ノズルが詰まっている
→ 糸引きは湿気の影響も大きい
まとめ
フィラメントが折れる・糸引きする原因の多くは、湿気によるものです。
設定を調整する前に、まず材料の状態を確認することが重要です。
この考え方は模型全般だけでなく、日用品や治具など他の3Dプリント作品にも共通する考え方です。
リンク
・3Dプリンター用フィラメントはPLA・PETG・TPUが3本柱:選び方の基本
家庭用・趣味の範囲ならこの3素材のフィラメントをマスターすれば十分!
・フィラメント保存方法|湿気対策は「密閉+乾燥剤+湿度管理」でOK(PLA/TPU/PETG)
フィラメント保尊の際に気を付けること、方法、必要なもの
・フィラメント乾燥の温度と時間の目安|PLA・PETG・TPUを素材別に整理
吸湿してしまったフィラメントを乾燥させる方法・時間の目安
コメントを残す